





Qu’est-ce que la surextrusion et comment peut-elle être évitée ?
La fabrication additive permet la création de structures complexes et détaillées, offrant aux utilisateurs une liberté de conception inégalée. Selon le dernier rapport Hubs de 2023, la technologie FDM se distingue comme le processus d’impression 3D le plus populaire en raison de sa facilité d’utilisation. Cependant, comme toute méthode de fabrication, des erreurs peuvent survenir lors de la superposition des couches, entraînant des impressions inesthétiques ou inutilisables. Nous avons déjà discuté de problèmes tels que la patte d’éléphant, le stringing ou encore le warping. Nous aimerions maintenant aborder un autre problème courant pouvant survenir lors de l’impression FDM : la surextrusion.
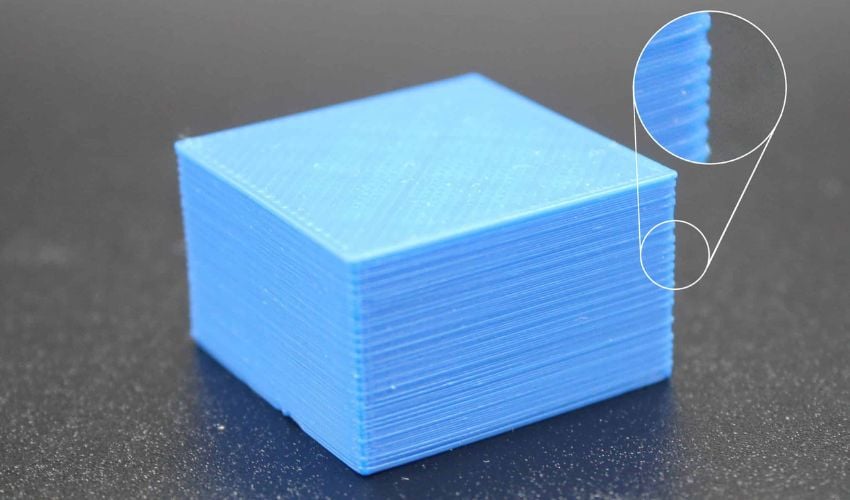
La surextrusion se produit lorsque l’extrudeur de l’imprimante 3D dépose une quantité excessive de matériau, entraînant souvent un gonflement et une déformation des bords des pièces imprimées. De plus, les couches individuelles peuvent avoir des épaisseurs incohérentes, ce qui entraîne des surfaces inégales et peu attrayantes. Au fil du temps, ce flux de matière excessif peut même provoquer le colmatage des buses. Dans les parties suivantes, nous examinerons les causes de la surextrusion et vous proposerons des solutions efficaces pour éviter cette erreur lors de vos futures impressions.
La surextrusion se manifeste par des bords trop gonflés et un manque de précision et de détails (crédits photo : Creality)
Dans la plupart des cas, la surextrusion peut être attribuée à une température d’impression excessive. Lorsque ce réglage sur l’imprimante 3D est trop élevé, le filament fond trop rapidement et l’extrudeur perd le contrôle du débit. Par conséquent, des paramètres de température plus élevés donnent un matériau plus fluide pour l’extrusion. Dans de tels cas, le ventilateur de refroidissement ne parvient pas à refroidir rapidement le filament, ce qui entraîne un flux de matière incontrôlé et excessif à travers la buse. Un autre facteur contribuant à la surextrusion est le diamètre du filament utilisé. Si le matériau a un diamètre plus petit que la buse, il peut passer trop rapidement, provoquant une surextrusion. De même, des réglages incorrects du diamètre du filament dans le logiciel de découpe peuvent également entraîner des débits incorrects et une surextrusion. En outre, un mauvais calibrage du débit (connu sous le nom de multiplicateur d’extrusion dans le logiciel de tranchage) peut contribuer à une surextrusion.
Le débit représente la quantité de filament extrudé par seconde et est déterminé en fonction de facteurs tels que la vitesse d’impression, la taille de la buse et la hauteur de la couche. Lorsque le débit est trop élevé, un excès de filament est poussé à travers la buse, entraînant une surextrusion. Maintenant que vous comprenez les causes possibles de cette erreur d’impression 3D, explorons les options disponibles pour la corriger et éviter qu’elle ne se reproduise à l’avenir.
Logiciel
Réduire la température d’impression pour éviter la surextrusion
Pour remédier à la surextrusion, il est recommandé de commencer par examiner la température d’impression et éventuellement de la baisser si nécessaire. Il est important de noter que la celle-ci peut varier en fonction du type de filament utilisé. Par exemple, lors de l’impression avec du PLA, la plage de température doit généralement être entre 190°C et 220°C, tandis que l’ABS peut être imprimé entre 230°C et 260°C. De son côté, le PETG doit être compris entre 210°C et 250°C. Il est conseillé de réduire progressivement la température d’impression de 5°C, en veillant à ne pas la baisser excessivement, car cela pourrait conduire à une sous-extrusion, entraînant un flux de matière insuffisant.
Surextrusion et calibrage du diamètre du filament
Une autre approche consiste à calibrer le débit en fonction du diamètre exact du filament. La plupart des filaments disponibles sur le marché sont disponibles dans des tailles standard de 1,75 mm, 2,85 mm ou 3 mm. Il est important de vous assurer que vous avez défini avec précision la taille du filament dans vos paramètres d’impression. Bien que spécifier les spécifications du fabricant soit généralement suffisant, si les problèmes persistent, la vérification manuelle du diamètre du filament peut être utile en raison d’éventuels écarts minimes dans les spécifications. En utilisant un pied à coulisse numérique, vous pouvez mesurer le diamètre en cinq points différents et calculer la valeur moyenne. Cette valeur mesurée doit ensuite être saisie dans les réglages du filament (ou paramètres machine) de votre slicer. Il est possible que le diamètre mesuré diffère légèrement des spécifications du fabricant. Par exemple, un filament étiqueté comme étant de 2,85 mm peut avoir un diamètre de 2,84 mm, ce qui peut avoir une incidence sur le débit.

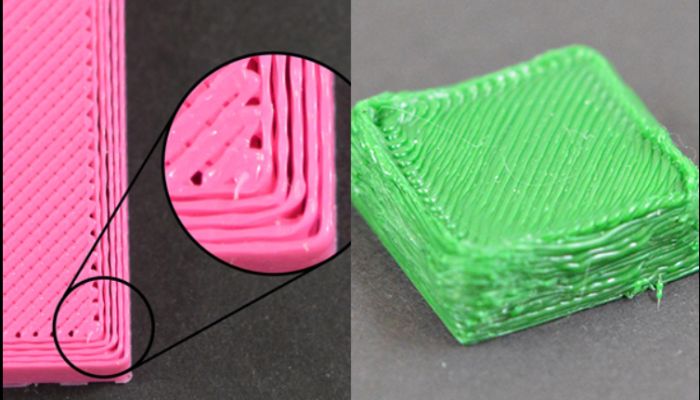
Modèles 3D ayant subi le phénomène de surextrusion (crédits photo : Communauté Ultimaker)
Ajustement du multiplicateur d’extrusion (débit)
Les paramètres du multiplicateur d’extrusion contrôlent le débit de filament pendant l’impression. Généralement, la valeur par défaut du multiplicateur d’extrusion est définie sur 100 %. Toutefois, pour remédier à la surextrusion, vous pouvez réduire progressivement cette valeur de 2,5 % à 5 %. Il est important de tester et d’évaluer l’impact de chaque ajustement grâce à des impressions tests.
Par ailleurs, il existe une méthode plus précise pour déterminer l’ajustement approprié du multiplicateur d’extrusion. Commencez par mesurer et marquer 120 mm du haut de l’extrudeur le long du filament. Ensuite, demandez à votre imprimante 3D d’extruder 100 mm de filament. Après l’extrusion, mesurez le filament restant jusqu’à la ligne marquée. Si par exemple vous constatez que 104 mm de matériaux ont été extrudés, vous pouvez diminuer le débit de 4 %.
Il convient de noter que le multiplicateur d’extrusion recommandé peut varier selon les matériaux. Par exemple, Simplify3D, un slicer populaire, suggère d’utiliser un multiplicateur d’extrusion de 0,9 (90 %) pour le PLA, tandis que pour l’ABS, il est conseillé de rester plus proche d’une valeur de 1,0 (100 %).
Matériel
Entretien des buses
Il est essentiel de maintenir une buse propre et en bon état à tout moment. Inspectez régulièrement la buse pour détecter tout signe d’usure, en particulier lorsque vous travaillez avec des matériaux abrasifs tels que des filaments contenant des particules de bois, de métal ou de fibre de carbone. Au fil du temps, la buse peut subir une usure entraînant une augmentation de son diamètre. Si vous constatez une telle usure, il est important de remplacer la buse pour garantir des résultats d’impression optimaux.

La comparaison du diamètre de buse d’une buse usée (à droite) et d’une nouvelle (à gauche) (crédits photo : Stack Exchange)
Maintenant que vous connaissez les causes de la surextrusion, vous avez acquis des informations précieuses sur la façon de résoudre ce problème dans vos pièces imprimées en 3D. En mettant en œuvre quelques paramètres clés, vous pouvez lutter efficacement contre ce phénomène lors des futures impressions. Ces stratégies incluent la réduction de la température d’impression, le calibrage précis du diamètre du filament, l’ajustement du multiplicateur d’extrusion et l’entretien correct de la matrice. En appliquant soigneusement ces mesures, vous pouvez garantir de meilleurs résultats d’impression et minimiser l’apparition de surextrusion.
Que pensez-vous de la surextrusion ? N’hésitez pas à partager votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !
*Crédits photo de couverture : AB3D








