





Comment éviter le phénomène de stringing en impression 3D ?
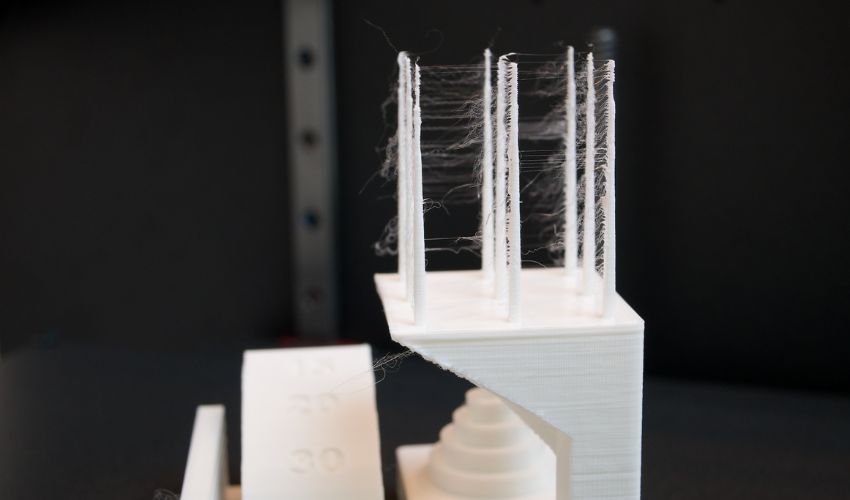
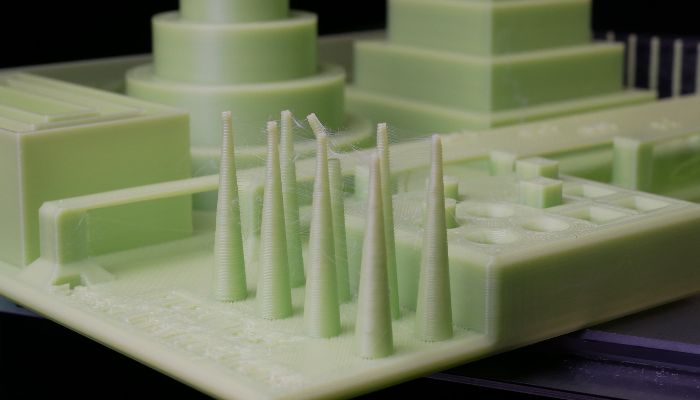
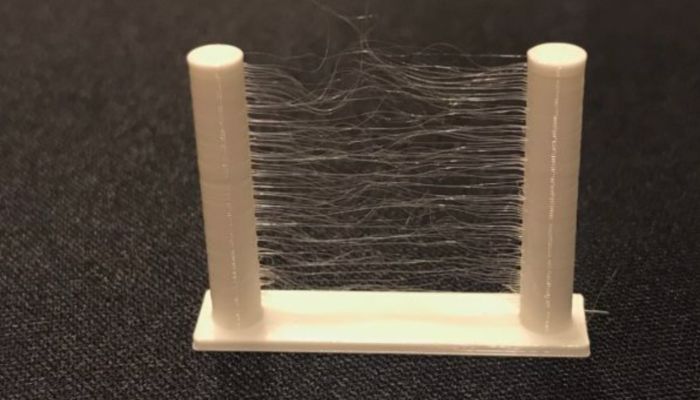
On le sait, l’impression 3D n’est pas un processus sans faille et ses utilisateurs, notamment des machines FDM/FFF, sont confrontés à des erreurs, plus ou moins faciles à réparer. L’un de ces problèmes est ce qu’on appelle le « stringing ». Fréquent en impression 3D à dépôt de matière fondue, c’est un phénomène qui vient créer involontairement de petits fils fins entre les espaces de votre pièce. Ils se produisent lorsque la buse change de direction alors que le dépôt de matériau devrait s’arrêter. Par conséquent, à la fin de votre impression, vous vous retrouvez avec une pièce visuellement insatisfaisante qu’il va falloir retravailler, ces fils supplémentaires devant être retirés à la main. Nous nous sommes penchés sur ce qu’est le stringing exactement, comment il se produit et comment il peut être évité.
Le stringing se produit en utilisant du filament, filament en trop qui se matérialise sous la forme de fins fils sur l’objet imprimé en 3D. Cela peut généralement se produire en raison d’un mauvais réglage, de sorte que le filament continue de s’écouler de la buse alors que l’extrudeur est sur le point de se déplacer vers un autre endroit pour poursuivre son travail. Vous pouvez vous représenter le processus de la manière suivante : si vous avez déjà utilisé un pistolet à colle, vous avez probablement remarqué que même après avoir cessé d’appuyer sur le pistolet, la colle continue de couler. Cela est dû au fait qu’il y a trop de pression à l’intérieur du pistolet. Nous pouvons également transposer cela à l’effet de stringing en impression 3D : il existe une pression qui pousse le filament à continuer à s’écouler de la buse, formant de petits fils de plastique. En théorie, cela ne devrait pas se produire, mais il y a certaines choses que vous pouvez faire pour que le filament fondu ne soit appliqué qu’aux endroits souhaités.
Crédits photo : Elliot Saldukaite/3Dnatives
Comment éviter le stringing en impression 3D ?
Pour éviter d’être confronté au stringing, certains réglages sont à réaliser, à commencer par la température. Nous savons que plus les filaments sont chauffés, plus ils sont liquides. Et plus ils sont liquides, plus il est probable qu’ils gouttent de la buse pendant le processus d’impression. Attention toutefois, une température trop basse ne permettra pas au filament de fondre suffisamment. Il faut donc trouver le juste milieu, en tenant compte à la fois des températures recommandées par le fabricant et des autres paramètres d’impression. En général, les températures suivantes s’appliquent aux filaments les plus utilisés : PLA – 180-210 °C ; ABS – 210-250 °C ; PETG – 210-230 °C ; TPU – 220-240 °C. Toutefois, il est également recommandé d’observer, si possible, si ces petits fils commencent à se former pendant l’impression et d’agir en conséquence en réduisant la température par étape.
Un autre point qui peut vous aider est d’adapter la vitesse de déplacement. Si nous supposons que la vitesse de déplacement est trop lente, c’est-à-dire que la buse de l’extrudeur met trop de temps à se déplacer du point A au point B, des filaments peuvent plus facilement se former. Si nous modifions les réglages de manière à ce que le processus d’impression se déroule plus rapidement, le filament chauffé a moins de temps pour tirer des fils, car la buse d’extrusion se déplace plus vite. La vitesse de déplacement la plus appropriée dépend bien sûr aussi dans une certaine mesure de l’imprimante 3D elle-même, mais il faut aussi veiller à ce qu’elle ne soit pas trop élevée et que la température ne soit pas trop basse, car cela entraînerait une sous-extrusion. Il existe en effet quelques slicers qui proposent une fonction permettant d’augmenter la vitesse pendant que l’extrudeur se déplace sur les zones à ne pas imprimer.
Crédits photo : Prusa
La variante la plus simple à utiliser est liée à un autre réglage, qui contribue de manière indispensable à éviter le stringing, celui de la rétractation. Cela signifie tout simplement que lorsque l’extrudeur parcourt un chemin sur lequel aucune pression n’est exercée, le filament se retire un peu pendant ce temps, de sorte qu’il n’y ait pas de gouttes. Lorsque l’extrudeur atteint à nouveau l’endroit où l’impression 3D doit se poursuivre, le filament est à nouveau expulsé. Pour reprendre l’exemple du pistolet à colle, imaginez que vous retirez manuellement la barre de colle dès que vous souhaitez interrompre le processus de collage. Sachez que le retrait est généralement déjà activé sur les slicers.
En ce qui concerne l’entretien de la buse et du filament lui-même, certaines choses peuvent également vous aider. D’une part, vous devez toujours vous assurer que la buse de votre imprimante 3D est propre. En effet, s’il y a des résidus de matériau dans celle-ci, le risque est plus grand que des morceaux de filament se déposent ensuite sur ces résidus, que l’impression 3D ne puisse pas se faire librement et que des fils se forment. En tout état de cause, il convient également d’examiner la buse afin de s’assurer qu’elle n’est pas endommagée. En ce qui concerne le filament, il est important de s’assurer qu’il est sec, car s’il est utilisé humide pour l’impression, les bulles dues à l’humidité risquent d’éclater pendant le processus d’impression et de sortir de la buse sans être freinées, ce qui peut finalement entraîner un stringing.
Maintenant que nous avons un aperçu des causes possibles et des moyens d’y remédier, comment se débarrasser de ces filaments fins une fois qu’ils ont été imprimés ? Comme nous l’avons déjà mentionné, il n’existe pas de solution automatisée pour enlever les fils, vous n’avez malheureusement pas d’autre choix que de les enlever manuellement. Pour ce faire, il est recommandé d’adopter une approche prudente à mains nues, en fonction de la complexité de la pièce. Comme le stringing est un fil très fin, il est facile de l’enlever à la main.
Avez-vous déjà été confronté au stringing en impression 3D ? Partagez votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !
*Crédits photo de couverture : Elliot Saldukaite/ 3Dnatives








Rétractation…
Bonjour à tous,
j’imprime un porte crayons, et j’ai plein de petits cheveux de P L A ,de plus dans un plan horizontal une fente sur toute la surface de la pièce à mi hauteur de l’objet. température de buse 190 degrés et buse est neuve et de 0,4.mm. la pièce faisant 360 grammes, j’hésite à refaire. j’utilise en amont un séchoir pour bobine complète.