La rétraction et les types de déplacements en impression 3D FDM

En fabrication additive, il est très important de programmer soigneusement la phase de conception de notre pièce et les paramètres du logiciel utilisé. Ces configurations seront effectuées dans le slicer compatible avec la machine qui nous permettront de réduire au maximum certaines erreurs d’impression. Parmi les solutions populaires du marché, on peut citer Cura ou encore PrusaSlicer, développé par le fabricant éponyme. Lorsque nous avons recours au procédé de dépôt de matière fondue, plus connu sous son acronyme FDM ou FFF, l’un des points importants à prendre en considération est le déplacement de la tête dans la zone d’impression. Et justement, nous allons revenir aujourd’hui sur les types de déplacement qui existent aujourd’hui ainsi que sur les rétractions possibles en impression 3D.
Qu’est-ce qu’une rétraction ?
Pour commencer, il faut d’abord parler de rétraction. Il s’agit d’un mécanisme adopté par l’imprimante 3D au moment où sa tête doit se déplacer entre deux parties de la pièce à imprimer. La rétraction consister à tirer le filament vers l’arrière pour éviter que le matériau ne coule lors des mouvements et déplacements effectués par l’extrudeur sous vide pendant le processus, réduisant ainsi la pression à l’intérieur de la buse. Si la rétraction n’est pas appliquée, le matériau extrudé peut rester suspendu entre les pièces.
L’extrudeur est capable de rétracter une partie de filament pour éviter qu’il ne s’écoule entre les déplacements de la tête d’impression
Les paramètres qui configurent la rétraction sont la distance de rétraction elle-même, qui varie en fonction du matériau et du type de système d’extrusion choisi, en particulier lorsque l’on se réfère à l’utilisation d’un bowden ou d’un entraînement direct. Si nous utilisons le bowden, nous aurons des mouvements plus propres car le filament passera par un tube appelé bowden et l’extrudeur sera monté sur le châssis de l’imprimante. Par contre si nous choisissons l’entraînement direct (système d’extrusion directe) la rétraction sera meilleure et le résultat sera plus précis car le filament sera poussé directement vers la buse.
En revanche, s’il s’agit de matériaux souples, il faudra désactiver la rétraction pour éviter de perdre le contrôle de nos impressions à cause du retard du mouvement. Il faudra également tenir compte de la vitesse à laquelle le moteur de l’extrudeur va rétracter le filament. Si l’on utilise des vitesses élevées, le filament peut être marqué et devenir inutilisable pour poursuivre le processus, mais l’exsudation (sortie de liquide) sera minimisée ; si l’on utilise des vitesses faibles, la probabilité de suintement sera plus élevée, mais le matériau restera en sécurité et le temps d’impression sera plus court. L’utilisation de la rétraction permet également d’éviter le « stringing« , c’est-à-dire les fins fils de plastique entre les pièces imprimées, ce qui permet d’obtenir un bien meilleur résultat.
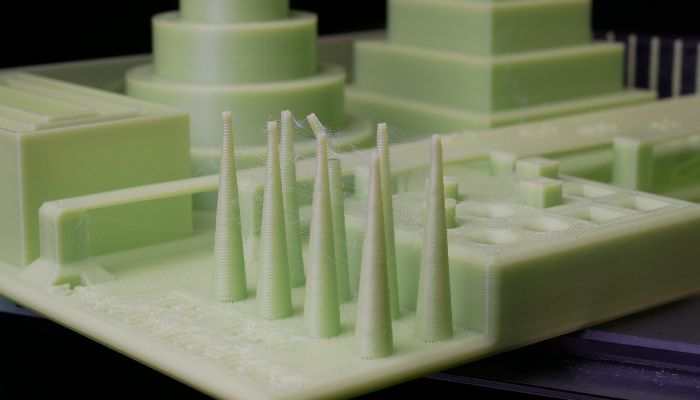
Le stringing en impression 3D (crédits photo : 3Dnatives)
Nous disposons de deux paramètres très utiles pour la rétraction, qui nous permettent d’analyser les types de déplacements : la marge de rétraction supplémentaire et la course de rétraction minimale. Le premier est la quantité supplémentaire de matériau extrudé après une rétraction pour compenser le suintement du matériau après un déplacement. Cette fonction est très intéressante pour les filaments flexibles qui nécessitent une pression supplémentaire pour l’impression 3D. Le second, quant à lui, déterminera la distance minimale que la tête d’impression doit parcourir avant de commencer la rétraction et ses valeurs ne doivent pas être trop élevées car, dans les trajets courts, vous gagnez du temps si vous n’effectuez pas la rétraction et il est essentiel de ne pas perdre le contrôle et l’adhérence de ce que vous imprimez.
Types de déplacements en impression 3D FDM
En ce qui concerne les types de déplacements, nous vous indiquons les 3 types essentiels à prendre en compte. Ceux-ci devront être ajustés et configurés en fonction des conditions de la conception et du résultat que nous voulons obtenir avec notre pièce imprimée en 3D.
Combing Mode
Le « combing mode », ou mode peignage en français, est un paramètre qui vous permet de régler la façon dont la tête d’impression se déplace entre les zones imprimées de la pièce. Le peignage contrôle le mouvement de la buse entre le point final d’une couche et le point de départ de la couche suivante afin de réduire le besoin de rétraction, ce qui permet au filament de s’égoutter à l’intérieur de l’impression, où il est moins visible. Bien sûr, il y a des situations où il n’est pas possible de déplacer l’impression jusqu’au point de départ de la couche suivante, de sorte qu’une certaine rétraction sera nécessaire, et en activant ce mode, le slicer choisira automatiquement de ne pas se rétracter lorsque c’est possible. Dans cette configuration, nous nous concentrons sur la résolution et la prévision des problèmes éventuels à l’intérieur de la pièce et si un problème survient à l’extérieur, il sera résolu au moyen des rétractions.
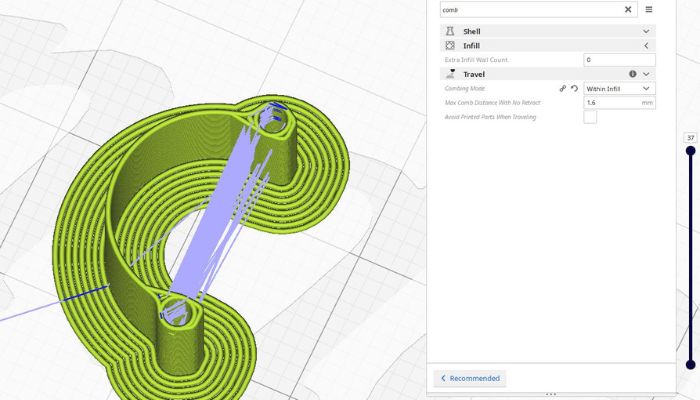
Crédits photo : UltiMaker
Selon l’option que vous choisissez, vous pouvez obtenir des résultats différents en termes de qualité d’impression et de temps d’impression. Les noms des options varient d’un logiciel à l’autre, mais normalement, en mode « All », la tête se déplace sur la pièce à imprimer, ce qui entraîne des temps de déplacement plus longs mais, comme nous l’avons mentionné plus haut, réduit la nécessité d’effectuer des retraits. Dans l’option « Off », la tête est empêchée de se déplacer sur les parties déjà imprimées du modèle, dans la mesure du possible. Par exemple, il existe également l’option « No liner » qui signifie que la tête évitera de se déplacer sur les couches supérieure et inférieure de la pièce dans la mesure du possible et ne se déplacera sur la pièce que lors de l’impression de la couche de remplissage. Ou encore l’option « Pas sur la surface extérieure » qui garantit que la buse ne passe jamais sur les couches extérieures afin d’imprimer des modèles qui ont besoin d’une surface lisse et dont les parois sont acceptables.
Si vous utilisez une imprimante à double extrusion, il est recommandé d’utiliser l’option « No liner » pour éviter que les couleurs ou les matériaux ne soient contaminés sur la première et la dernière couche. Si vous utilisez un matériau flexible, il est recommandé d’utiliser l’option « All » pour réduire le nombre de rétractions nécessaires et assurer une bonne qualité d’impression. La réduction du nombre de rétractions est importante pour éviter que le matériau ne se déchire ou ne s’emmêle pendant l’impression.
Éviter les pièces imprimées lors du déplacement
Si vous activez l’option « éviter les pièces imprimées lors du déplacement », la tête d’impression se déplacera autour des pièces déjà imprimées au lieu de passer au-dessus d’elles. Cela permet d’éviter que la buse n’entre en contact avec les pièces déjà imprimées, ce qui pourrait entraîner des défauts de surface ou un mélange indésirable de matériaux. Toutefois, cette option ne peut être utilisée que si vous avez préalablement activé le paramètre « combing mode ». En général, l’utilisation des deux paramètres peut contribuer à améliorer la qualité de l’impression et à réduire les problèmes à la surface de la pièce. Elle permet également d’éviter les mouvements indésirables susceptibles d’entraîner des erreurs telles que le warping, le stringing ou la déformation des pièces.
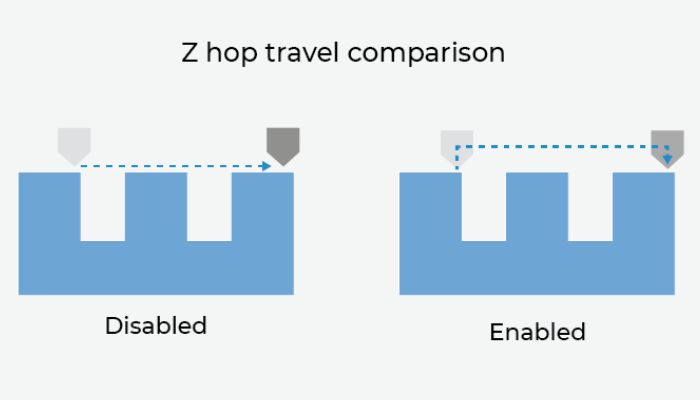
Z-Hop
Le Z-Hop ou saut en Z est une technique utilisée en conjonction avec les rétractions pendant l’impression 3D pour réduire ou éliminer tout matériau qui pourrait rester entre la pièce et la buse. En activant différents types de saut en Z, nous pouvons obtenir des impressions beaucoup plus propres et précises.
Lorsque le Z-Hop est activé dans un processus d’impression 3D, le plateau d’impression est abaissé à chaque fois qu’une rétraction est effectuée. Cela signifie que lorsque la tête d’impression s’éloigne de la pièce et se déplace, la distance entre la pièce et la buse augmente, ce qui permet d’éviter les résidus de matériau à l’extérieur. Il existe différents types de sauts en Z qui peuvent être activés pendant l’impression 3D. Par exemple, le saut en Z après la tour de nettoyage crée un espace entre la tour et la pièce, ce qui permet d’éviter les résidus de matériau à l’extérieur de la pièce. Le Z-Hop au moment du changement de couche est effectué lorsque la tête se déplace pour fabriquer la couche suivante, ce qui réduit le risque d’endommager la couche imprimée et de créer des fils entre la tour et la pièce.
Crédits photo : BCN3D
Connaissez-vous ce mécanisme de rétraction en impression 3D ? Partagez votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !