





Comment éviter les erreurs d’impression 3D ?

L’impression 3D peut être utilisée de différentes manières, ouvrant des possibilités jusqu’alors impossibles, notamment en termes de conception. Toutefois, ces possibilités ne peuvent être pleinement exploitées que si l’impression 3D fonctionne comme vous le souhaitez. Malheureusement, ce n’est pas toujours le cas, de sorte que même les modèles les plus simples ne veulent parfois pas s’imprimer correctement. Mais pourquoi ce problème d’impression 3D ? D’où vient-il ? Nous nous sommes donc penchés sur les différentes erreurs ou défauts qu’un utilisateur peut rencontrer ainsi que les solutions associées. Ces erreurs concernent ici seulement la technologie FDM à base de filaments. Il en existe bien entendu d’autres quand il s’agit d’autres procédés et matériaux. La liste actuelle n’est pas exhaustive, nous avons regroupé les principaux défis auxquels sont généralement confrontés les utilisateurs.
Un problème d’impression 3D lié à l’adhérence au plateau
Les premières couches d’une impression sont cruciales : comme elles constituent la base du modèle, il est capital qu’elles adhèrent au plateau d’impression. Si ce n’est pas le cas, l’impression 3D risque de présenter quelques défauts. Avant toute chose, il est important de bien nettoyer le plateau et la buse de l’imprimante 3D car les résidus de matériau peuvent affecter l’impression et donc l’adhérence. Notez également que tous les plateaux n’ont pas le même type de surface ce qui pourra affecter votre impression : les thermoplastiques n’y adhèreront pas de la même façon. Par exemple, une surface Build-Tak est particulièrement adaptée à l’impression de PLA.
Le warping peut entrainer un décollement de la pièce
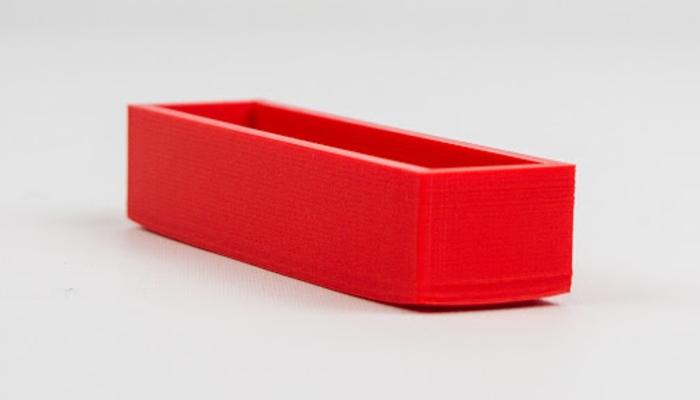
Un premier problème d’impression 3D concerne ce phénomène de warping ou gauchissement, lié à une adhérence insuffisante au plateau : les coins de la pièce imprimée se gonflent vers le haut, entrainant parfois son décollement entier du plateau. Elle est particulièrement fréquente lors de l’impression de pièces de grande taille ou longues avec des matériaux tels que l’ABS, le nylon, le PEEK, etc. Cela est dû au fait que les pièces en plastique se contractent encore souvent après l’impression lorsqu’elles refroidissent. Par exemple, si vous imprimez l’ABS à 230 °C et que vous le laissez ensuite refroidir à température ambiante, il se contracte de près de 1,5 %. Utiliser un plateau chauffant est alors fortement recommandé, permettant de maintenir le filament à la température de transition vitreuse et de réduire la contraction. La température optimale du plateau d’impression se trouve généralement sur l’emballage du filament.
Sachez également que la vitesse d’impression est d’une grande importance, surtout pour la première couche. Une solution pourrait donc consister à réduire cette vitesse afin de donner au matériau suffisamment de temps pour adhérer à la surface de la plate-forme de construction.
A l’inverse, il peut arriver que la pièce colle trop bien au plateau si bien qu’on ait des difficultés à la retirer. Comme il est absolument nécessaire que le modèle soit complètement refroidi, on peut mettre le plateau – avec la pièce dessus – au congélateur. Si elle ne perd toujours pas son adhérence, vous pouvez essayer de la retirer avec une spatule. Toutefois, il faut le faire avec la plus grande prudence, sinon le modèle sera endommagé ou le plateau rayé.

On peut retirer la pièce avec une spatule
Une autre solution pour contrer ce problème d’impression 3D est de mettre le plateau et la pièce dans un bain d’eau chaude. La température de transition vitreuse ne doit pas être dépassée, sinon le modèle peut se déformer. De plus, il est possible de modifier ses paramètres d’adhésion dans le logiciel. Si l’on désélectionne les paramètres d’adhésion supplémentaires, comme Bord ou Radeau, cela devrait permettre de détacher encore plus facilement le modèle.
Les boursouflures
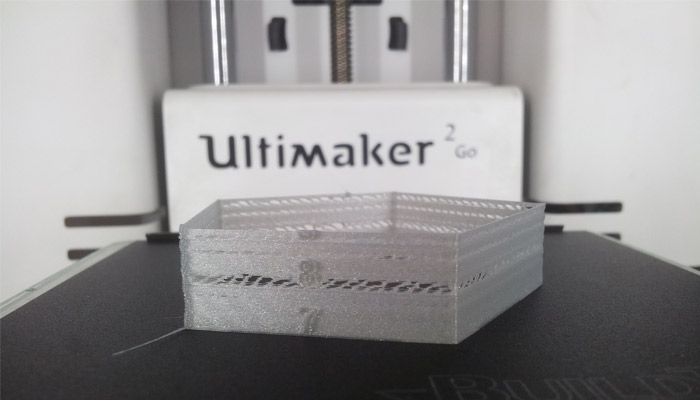
Le deuxième défaut d’impression 3D est ce qu’on appelle les pieds d’éléphant ou boursouflures : les couches inférieures se gonflent vers l’extérieur. Ce problème d’impression 3D apparait lorsque les couches inférieures n’ont pas suffisamment refroidi, mais que le poids du reste de la pièce agit sur elles, les poussant vers l’extérieur.
La première solution peut consister à ajuster le plateau d’impression. Il faut s’assurer qu’il est à niveau, sinon il y aura des distances différentes entre le plateau et la buse. Une autre façon d’éliminer le défaut pourrait être de réduire la température du lit d’impression. Il est important de refroidir suffisamment les couches inférieures, mais pas trop vite, sinon le problème de déformation mentionné ci-dessus se produira. Vous pouvez opter pour un système de refroidissement ou alors mettre davantage de pièce sur le plateau : l’imprimante mettra plus de temps à concevoir les différents modèles ce qui laissera plus de temps au refroidissement.

La première couche est plus gonflée que les autres
La sous-extrusion
Le troisième problème d’impression 3D est la sous-extrusion. Cela signifie qu’il n’y a pas assez de matière qui sort de la buse. Elle se remarque par les espaces vides entre les couches, c’est-à-dire qu’elles ne sont pas correctement jointes. La sous-extrusion est due au fait que la quantité de matière qui sort de la buse est inférieure à ce que le logiciel prévoit, car les imprimantes 3D ne fournissent pas encore ce type d’informations. Plusieurs causes expliquent ce phénomène.
Le problème est peut-être lié au diamètre du filament : il faut qu’il soit bien spécifié dans le logiciel. Si les diamètres des filaments correspondent, mais que le problème de la sous-extrusion subsiste, la quantité de matériau extrudé doit être modifiée. Cela se fait avec le multiplicateur d’extrusion : en l’augmentant, plus de matière est extrudée. Il peut être conseillé de procéder par étape de 5% et d’imprimer une version test après chaque augmentation pour s’assurer que la bonne quantité de matériau est extrudée. La sous-extrusion peut également être liée à une buse bouchée ou un filament bloqué en amont de l’extrudeur.
Certaines couches sont manquantes, entrainant des trous dans la pièce
La sur-extrusion
La contrepartie de la sous-extrusion est la sur-extrusion. Comme vous pouvez déjà l’imaginer, ce problème d’impression 3D concerne un surplus de matériau extrudé. Cela a un effet négatif sur les dimensions extérieures et la qualité d’impression. Fondamentalement, les mêmes solutions sont disponibles ici que pour la sous-extrusion, sauf que dans ce cas, le multiplicateur d’extrusion doit être réduit afin d’extruder moins de matière
Des trous dans ma pièce imprimée en 3D
Une fois l’impression 3D terminée, des trous dans la couche supérieure peuvent se former si le filament a mal refroidi ou si les paramètres de fabrication ne sont pas corrects. Ce problème d’impression 3D est souvent dû au design de pièce, quand celle-ci est creuse ou avec une structure en nid d’abeille. La solution parait évidente : il faut ajuster la température ; toutefois, on peut aussi trouver des solutions côté paramètres d’impression.
La première chose à vérifier est de savoir si vous avez suffisamment de couches supérieures. Si l’intérieur est creux et que vous essayez d’y imprimer une couche solide à 100 %, il est probable qu’elle tombe ou s’enfonce dans les espaces vides. Pour éviter cela, il faut plusieurs couches solides en haut du modèle. On vous conseille d’avoir une épaisseur de 0,5 mm sur le bord supérieur. La qualité de surface s’améliore avec chaque couche supplémentaire. Une autre solution pourrait être d’augmenter le remplissage à l’intérieur. Plus la densité de remplissage est élevée, plus les distances entre les différentes parois de remplissage sont faibles.

Plusieurs solutions permettent d’éviter ces trous dans les couches supérieures
Un problème d’impression 3D lié au filament extrudé : le stringing
Le phénomène de « stringing », ou cordage en français, correspond à de fins fils de matériau laissés entre les sections d’une pièce imprimée en 3D. Généralement, ce problème d’impression 3D est lié au fait que le matériau continue à sortir de la buse lorsqu’elle se déplace d’un point à l’autre alors qu’il ne devrait pas. Normalement, l’imprimante 3D est capable d’empêcher la buse d’extruder le filament grâce à la rétractation. Si ce paramètre n’est pas réglé correctement, il est possible que ces fils apparaissent.
Une solution à ce problème pourrait consister à modifier les paramètres de rétractation. Vous pouvez modifier la distance de rétractation mais aussi sa vitesse. La valeur optimale de la vitesse de rétraction du filament varie, mais à titre indicatif, vous pouvez fixer une valeur comprise entre 20 à 100 mm par seconde. Une autre solution consiste à réduire la température d’extrusion : si celle-ci est trop élevée, le plastique est plus liquide qu’il ne devrait l’être. De plus, un ventilateur ne pourra plus refroidir correctement le filament et celui-ci s’écoulera de la buse plus facilement ou de manière incontrôlée. La dernière chose que vous pouvez faire est de raccourcir les distances de déplacement et/ou d’augmenter la vitesse de déplacement.
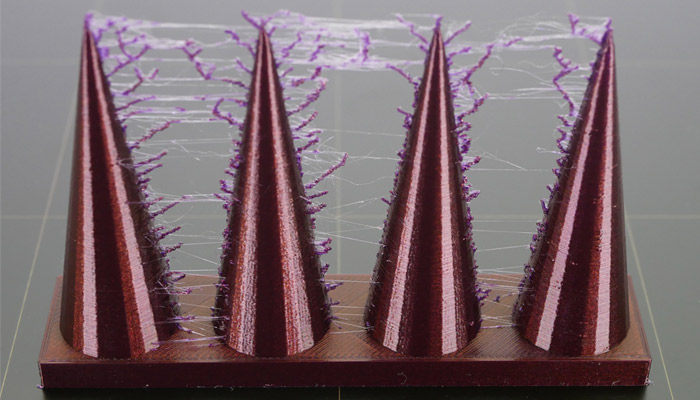
Des fils apparaissent entre les différentes pièces
Les couches se séparent
Si les différentes couches extrudées ne sont pas bien soudées entre elles, on observera une séparation entre certaines. Une solution à ce problème d’impression 3D peut être la réduction de la hauteur de couche. Généralement, on dit qu’il ne faut pas que la hauteur dépasse 80% du diamètre de sortie de la buse. Si la hauteur de la couche est supérieure à cette limite, les couches ne seront appliquées que de manière lâche et ne se lieront donc pas avec la couche précédente. Si la hauteur de la couche a déjà été optimisée, une autre solution peut consister à augmenter la température d’impression. C’est logique, car le plastique chaud adhère mieux que le plastique froid. La température de traitement est indiquée sur l’emballage de chaque filament. C’est la seule façon d’assurer une adhésion optimale des couches.

Des séparations peuvent apparaître entre certaines couches
Les détails fins ne sont pas imprimés
L’impression 3D étant actuellement utilisée pour exploiter les possibilités de conception, il est important d’obtenir des détails fins et précis. Toutefois, la technologie FDM a ses limites et si vous essayez d’imprimer des zones plus fines que le diamètre de la buse, vous aurez des problèmes.
La solution la plus évidente est donc d’utiliser une buse de plus petit diamètre, si possible. Certains paramètres de votre logiciel vous permettront également d’imprimer de zones plus fines avec des profils spécifiques. De plus, le choix d’un filament de haute qualité peut faire la différence. Cependant, si tout cela n’aide pas, il ne reste plus qu’à redessiner la pièce avec des caractéristiques plus épaisses. Les logiciels de tranchage tels que Cura, Z-Suite ou Simplify3D peuvent vous aider dans ce domaine, car ils vérifient que votre modèle 3D ne contient pas de composants à parois trop fines.
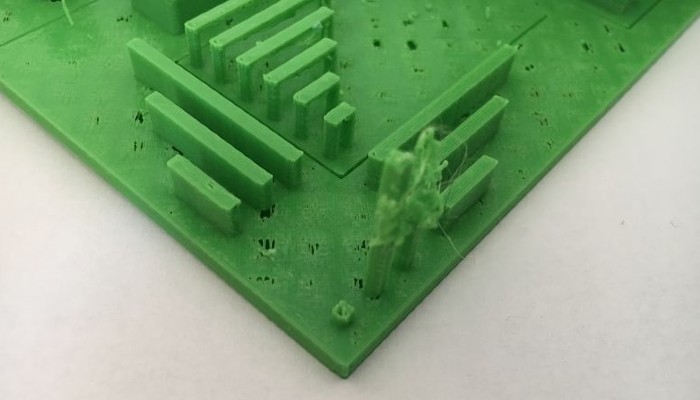
Les détails plus fins peuvent entrainer des problèmes d’impression 3D
Vous l’aurez compris, un problème d’impression 3D est vite arrivé et il en existe de multiples. Trouver sa cause ne semble pas toujours facile ce qui rend sa correction encore plus difficile. Toutefois, certains fabricants se sont lancés dans le développement de logiciels 3D capables de repérer les défauts d’impression et de les corriger directement. Dans tous les cas, on vous encourage à tester différents paramètres de votre machine pour voir ce qui fonctionne ou pas. Ne vous découragez pas, la pratique est clé ! N’hésitez pas à nous faire part de votre problème d’impression 3D dans les commentaires de l’article ou avec les membres du forum 3Dnatives. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !







Bonjour,
j’ai le même problème que votre première image tout en haut de la page.
comment appelez-vous ce problème c’est à dire qu’il y a des fils qui ne se colle pas à l’objet. On dirait du « stringing » mais ce n’est pas exactement ce qui se produit. J’essaie de trouver se problème mais je ne trouve pas quelqu’un qui en parle.
Merci de bien vouloir m’éclairer et de m’aider.
Merci pour cet excellent article. C’est très clair, et çà aide bien à mieux maîtriser nos imprimantes!
bonjour j’ai une imprimante 3d bluer twoo trees avec le nivellement automatique elle exécute cette dernière que sur le 1/4 du plateau a gauche en avant même l’impression des objets sous dimensionnés
espérant trouver la cause et remède merci infiniment