





Comment éviter le phénomène de patte d’éléphant en impression 3D ?
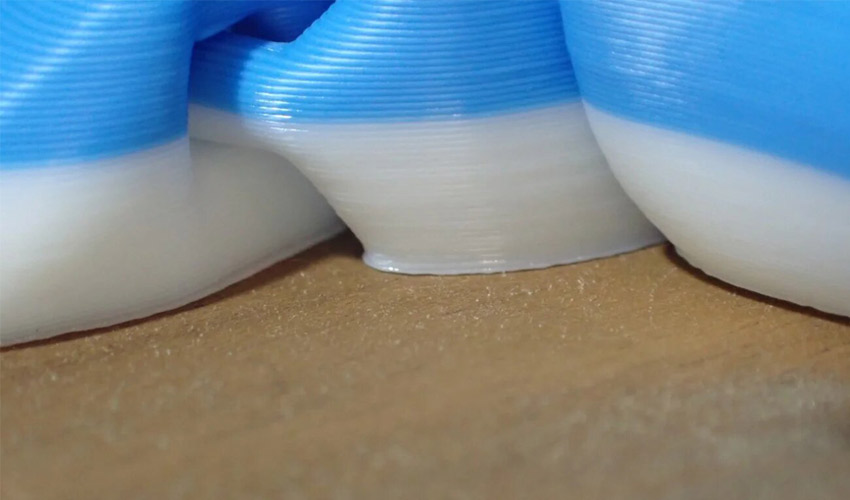
La liberté de conception est l’un des nombreux avantages pour lesquels la fabrication additive est connue. Malheureusement, celle-ci peut parfois être compromise si votre imprimante 3D est mal réglée ou si vous n’avez pas optimisé votre phase de modélisation. Vous pouvez alors rencontrer plusieurs erreurs d’impression comme le stringing, le warping ou encore le ghosting. Un autre problème qui peut également arriver est le phénomène de pattes d’éléphant ou « elephant foot » en anglais : lors de votre impression 3D FDM, la première couche est plus large qu’elle ne devrait l’être, créant ainsi cette forme de patte d’éléphant. Dans cet article, vous découvrirez ce qui provoque cette erreur d’impression 3D et comment vous pouvez la contourner.
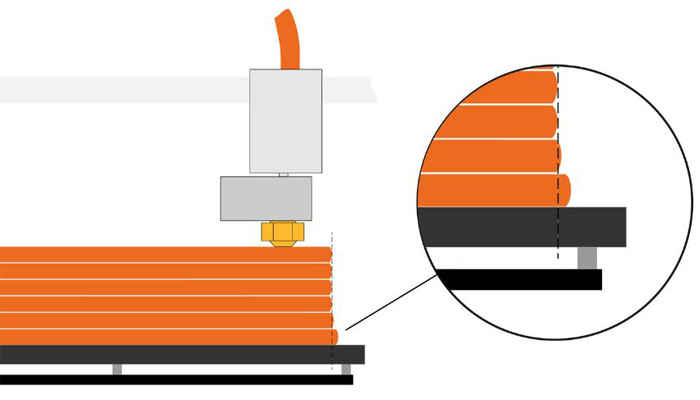
Avant toute chose, revenons sur la cause même de ce problème d’impression. La raison principale est que la buse d’impression est trop proche du plateau d’impression pendant le processus, créant cet effet de « baby stepping » ou « z-stepping ». Dans ce cas, la buse appuie sur la première couche pendant l’impression, ce qui a pour effet d’étirer la première couche, impactant directement l’adhérence au plateau. L’apparition d’un elephant foot lors de l’impression 3D pose un problème particulier, car les tolérances de fabrication et la précision dimensionnelle générale de la pièce finale sont considérablement réduites. Cela signifie que l’assemblage de pièces sera difficile, voire impossible, car la précision d’ajustement n’est plus correcte. Bien entendu, l’aspect de la pièce souffre également de cette erreur. Il est certes possible d’améliorer le défaut par un traitement ultérieur, mais la patte d’éléphant se fera quand même un peu sentir sur de nombreux filaments, ce qui nuit à l’aspect général de la pièce.
Crédits photo : Prusa
Comment éviter la création d’une patte d’éléphant en impression 3D ?
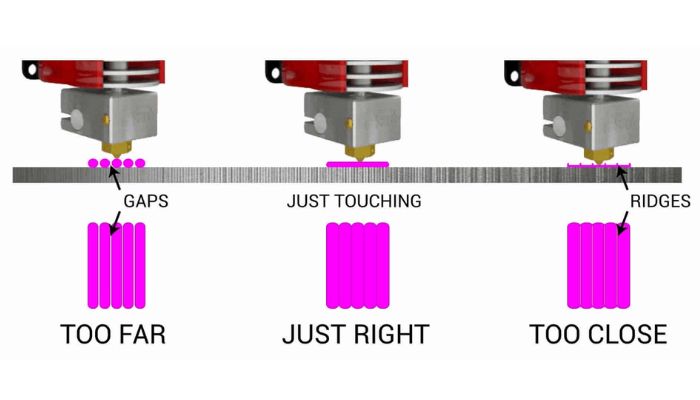
Tout d’abord, il faut s’assurer que le plateau d’impression est correctement aligné et que la distance entre la buse et le plateau est correcte. Cela peut être déterminé par un calibrage manuel. Pour ce faire, vous avez besoin d’une fine couche de papier ou d’un mince morceau de métal. Le support choisi est ensuite déplacé entre la buse et le plateau d’impression. Dès que vous êtes sur le point de rencontrer une résistance lors du passage, la distance correcte doit être atteinte. Pour la vérifier, vous pouvez effectuer un test d’impression en n’imprimant que la première couche. L’aspect de celle-ci vous permettra de déterminer si le calibrage est correct.
Trois scénarios peuvent se produire : soit la buse est trop haute, soit elle est trop basse, soit elle est réglée exactement comme il faut. Dans le premier cas, des espaces seront visibles sur la couche, tandis que si la hauteur est trop basse, des rainures apparaîtront sur la couche imprimée à cause de la buse d’impression. Dans ces deux cas, un nouvel étalonnage sera nécessaire. Si l’alignement est correct, vous obtiendrez un résultat d’impression régulier, comme l’illustre l’image ci-dessous.
La distance entre la buse et le plateau d’impression est primordiale
Assurez-vous également que la température, tant du plateau que de l’extrudeur, correspond à celle recommandée par le fabricant. Si ce n’est pas le cas, divers problèmes d’impression peuvent survenir. Si vous n’obtenez pas le résultat souhaité alors que vous avez suivi les étapes ci-dessus, vous pouvez essayer de contourner le problème de manière indirecte.
Une méthode consisterait à utiliser un rafting lors du processus d’impression. Le rafting revient à imprimer plusieurs couches successives de matériau sur votre plateau avant que le processus d’impression proprement dit de la pièce souhaitée ne commence. Cela signifie que votre objet final est imprimé sur un raft. Ce dernier doit ensuite être retiré lors de la phase de post-traitement. Comme le raft fait office de tampon entre la première couche et le plateau d’impression, le phénomène de patte d’éléphant se forme dans le raft lui-même.
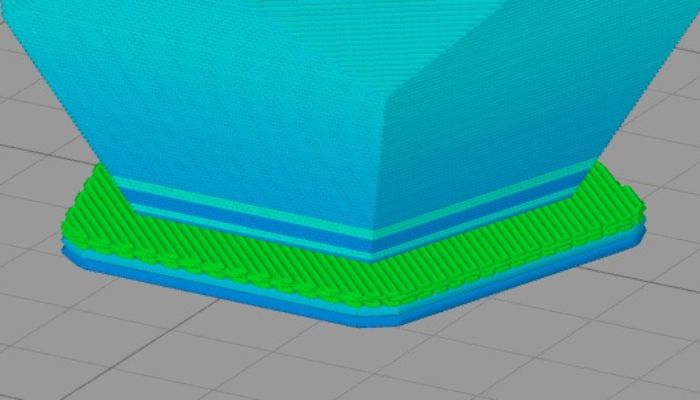
Grâce à l’utilisation d’un raft, la patte d’éléphant se forme dans le raft et non dans le modèle lui-même (crédits photo : Simplify3D)
Amélioration du résultat grâce à la modélisation 3D
La patte d’éléphant peut être contournée dès la phase de modélisation 3D, même si cela impliquera une étape supplémentaire de post-traitement. En appliquant manuellement un petit biseau de 45° sur l’arête inférieure du modèle, vous n’empêchez pas directement la formation d’un elephant foot, mais cela permet de limiter son apparition dans l’aspect final. Cela s’explique par le fait que le défaut se forme dans l’espace libre créé par la modélisation 3D.
Il existe en outre des programmes qui ont été développés précisément pour résoudre le problème qui se pose. Par exemple, le très populaire PrusaSlicer dispose d’un paramètre « Elephant’s Foot Compensation« . Celui-ci se trouve dans les modes avancé et expert de PrusaSlicer, sous les paramètres d’impression. Avec celui-ci, la première couche est modélisée moins large que les autres couches. Ainsi, la patte d’éléphant est prise en compte et n’entrave pas l’aspect général de la pièce imprimée. Bien que le modèle 3D puisse sembler déformé dans l’aperçu, le modèle est imprimé comme prévu. Il convient toutefois de mentionner que ce réglage entraîne une liaison moins forte entre le bord et le modèle lui-même. Si aucune liaison n’est créée lors du processus d’impression, cela signifie que le programme est réglé trop haut.
Cura est un autre outil populaire pour la partie conception. Il permet de régler l’expansion horizontale, c’est-à-dire les axes X et Y du modèle. Une valeur positive est utilisée pour contrer un rétrécissement du matériau – fréquent pour les plastiques comme l’ABS ou le nylon. Comme ce guide traite du problème d’une première couche écrasée et donc plus large, vous avez besoin d’une valeur négative dans le réglage. Le principe de cette méthode est identique à celui de l’application de la solution Prusa. Vous pouvez donc choisir en fonction du programme d’impression 3D que vous préférez.
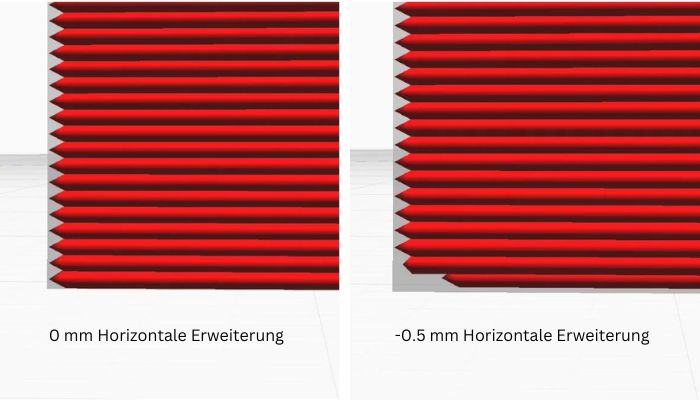
Dans Cura, vous pouvez définir une expansion horizontale négative pour éviter les erreurs d’impression (crédits photo : Cura)
Enfin, vous pouvez supprimer la patte d’éléphant imprimée en 3D lors du post-traitement. Les solutions présentées à l’aide de la modélisation 3D permettent de minimiser l’écrasement sur les axes X et Y, mais ne résolvent pas le problème sur l’axe Z. Si cette dernière dimension est particulièrement importante pour vous, vous pouvez éliminer le défaut lors du post-traitement. Pour ce faire, on utilise un outil d’ébavurage, également connu sous le nom anglais de « Deburring Tool ». L’outil permet de peler l’excédent de matière. Les prix varient fortement selon les fournisseurs, mais on peut dire que le consommateur doit compter en moyenne entre 10 et 30 €.
En résumé, on peut dire que la patte d’éléphant en impression 3D peut nuire à votre impression à bien des égards. Mais vous savez maintenant comment calibrer correctement le plateau d’impression, comment tirer parti de la modélisation 3D et comment éliminer ce défaut lors du post-traitement.
Avez-vous déjà été confronté à cette erreur d’impression ? Partagez votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !
*Crédits photo de couverture : The 3D printer bee









J’ai rencontré un problème similaire.