Le phénomène de curling en impression 3D
L’impression 3D est une technologie innovante qui permet de fabriquer des pièces plus rapidement et avec moins de matériaux que les méthodes relevant de la fabrication soustractive. Cependant, cette solution de fabrication n’est pas infaillible. En effet, pour chaque produit à imprimer, de nombreux paramètres doivent être pris en compte pour éviter les erreurs d’impression. Or, un problème qui survient souvent est le curling, ou gauchissement en français. Ce dernier terme doit sûrement vous dire quelque chose, car, en français, il est aussi utilisé pour un autre problème en impression 3D : le warping. Mais que recouvrent ces deux notions, proches mais distinctes ?
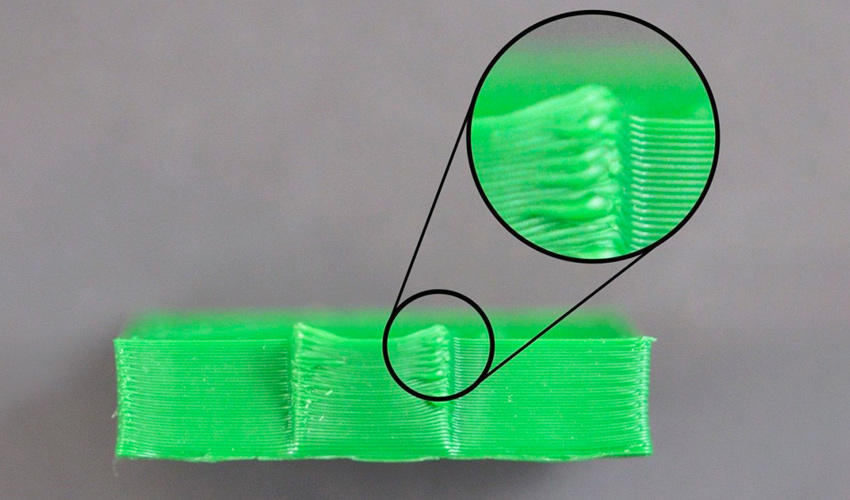
Le curling consiste en une déformation des couches supérieures de l’objet imprimé en 3D, notamment visible au niveau des bords qui se relèvent, pouvant ainsi rendre la pièce défectueuse. Le warping est un phénomène similaire, mais qui touche les couches inférieures de la pièce, provoquant le décollement de celle-ci du plateau d’impression. Quant à la délamination, elle se caractérise par la séparation des différentes couches imprimées, il s’agit donc du même phénomène poussé à l’extrême. Penchons-nous à présent sur les causes de ces anomalies, et sur les solutions à mettre en place pour les éviter.
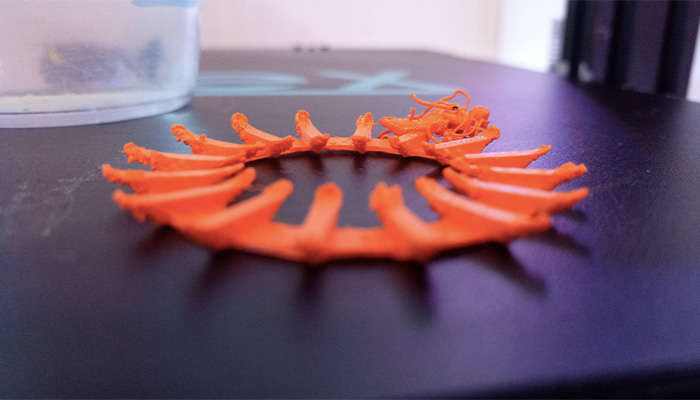
Le phénomène de curling entraîne une déformation de la pièce.
Comment est provoqué le curling en impression 3D ?
Le curling survient en raison d’une trop grande différence de température entre le matériau au moment de l’extrusion et l’air environnant (dès sa sortie de la buse, le filament est brusquement refroidi à température ambiante). C’est la raison pour laquelle ce problème apparaît souvent lors du processus d’impression 3D avec la technologie FDM. Ce processus impliquant en effet de faire fondre le filament 3D, la température de celui-ci est élevée, par exemple autour de 200°C pour le PLA, ce qui crée un contraste important avec celle de l’air ambiant. Le curling advient également avec la technologie DED, qui nécessite de chauffer le métal à des températures extrêmes, créant une disparité de température avec la pièce encore plus significative.
Comment éviter le curling en impression 3D ?
Vous l’aurez compris, pour éviter le curling en impression 3D, le réglage de la température est clé. Si vous utilisez un plastique comme l’ABS, la température d’extrusion recommandée est comprise entre 230 et 260°C. L’idéal est donc de régler votre imprimante 3D entre ces deux températures afin d’éviter, d’un côté, des difficultés d’extrusion, et de l’autre, des anomalies telles que le stringing (cheveux d’ange), le curling, le warping ou la délamination.

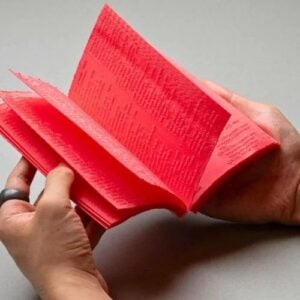
L’ABS peut se déformer facilement s’il est imprimé dans de mauvaises conditions (crédits photo : Sculpteo)
En outre, utiliser une imprimante 3D qui dispose d’une enceinte fermée, voire chauffée, permet de réduire le phénomène de curling en diminuant la différence de température entre la pièce et l’air environnant. Une enceinte fermée protège également la pièce en train d’être imprimée des courants d’air et de la brusque diminution de température qu’ils génèrent. Si votre imprimante 3D ne possède pas une enceinte fermée, vous pouvez la placer dans un caisson d’impression.
C’est également pour éviter le curling que le plateau d’impression est chauffé, afin d’empêcher les couches de refroidir et de se dilater trop rapidement. Dans le cas de l’ABS, il doit être chauffé entre 80 et 130°C. Si ces conditions ne sont pas respectées, le plastique risque de rétrécir d’environ 1,5 %, voire plus en fonction de la taille de la pièce. Si l’on compare ce matériau avec le PLA, ce dernier possède une température de fusion comprise entre 170 et 180°C, donc moindre, et n’a pas forcément besoin d’un plateau d’impression chauffé. Ce thermoplastique est moins confronté au phénomène de curling. En revanche, le PETG possède presque les mêmes caractéristiques que l’ABS et doit être mis dans de bonnes conditions pour éviter le gauchissement de la pièce.
Par ailleurs, la majorité des imprimantes 3D possèdent des ventilateurs pour solidifier les filaments fondus. Ce système est essentiel ; cependant, il est nécessaire que les réglages soient corrects pour éviter, encore une fois, un contraste de température avec l’extérieur trop important qui entraînerait une déformation de la pièce. Une autre mesure visant à éviter le curling ou un autre type de gauchissement consiste à réduire la hauteur des couches afin de favoriser leur adhérence les unes aux autres.
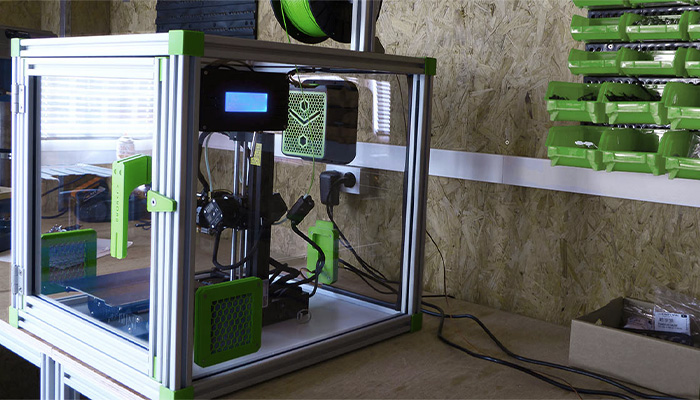
Un caisson d’impression peut venir recouvrir l’imprimante 3D pour la protéger des courants d’air (crédits photo : Alveo3D)
Avez-vous déjà été confronté au curling en impression 3D ? Partagez votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !
*Crédits photo de couverture : Simplify3D