





Laboratoire 3Dnatives : Test de l’imprimante UP! Plus 2 – Notre verdict

Cela fait maintenant quelques semaines que nous avons eu le privilège de recevoir en prêt l’imprimante 3D UP! Plus 2 Easy 120 de chez PP3DP et il est maintenant grand temps de vous livrer les résultats de nos tests.
Le premier objet que nous avons tenté d’imprimer est un véritable test de torture pour n’importe quelle imprimante. Ce n’est pas spécialement un objet super sexy ni super utile mais il a l’avantage d’être constitué de toute une série de forme dont le seul et unique but est de mettre à mal votre configuration (imprimante + firmware + logiciel d’impression). On y retrouve donc les traditionnels déports en tout genre mais aussi de quoi tester les capacités de finition de votre imprimante.
Comme vous pouvez le constater ci-dessous, nous avons imprimé avec succès la pièce en question avec notre machine de référence, la MakerBot Replicator 2, mais l’exercice ne s’est pas spécialement bien terminé avec la UP ! Plus 2…
Après plusieurs tentatives nous avons dû nous faire à l’idée que cet objet ne sortirai jamais entier de l’imprimante et il faut bien avouer que cela n’augurait rien de bon pour la suite… Qu’à cela ne tienne, nous avons persisté avec d’autres objets et autant vous le dire tout de suite, notre objet de torture est la seule pièce qui ait échoué sur l’ensemble des impressions.
Erratum : Suite à la diffusion de cet article la société A4 Technologies à procédé aux même test que nous avec beaucoup plus de réussite comme en atteste la vidéo ci-dessous. Tout était une question de réglages dans les paramètres d’impressions et il suffisait de modifier l’angle d’impression des supports à 80° en lieu et place de 45°. Encore un bel exemple du professionnalisme de cette société.
Pour vous faire une idée, voici quelques objets imprimés en 150 microns avec de l’ABS :

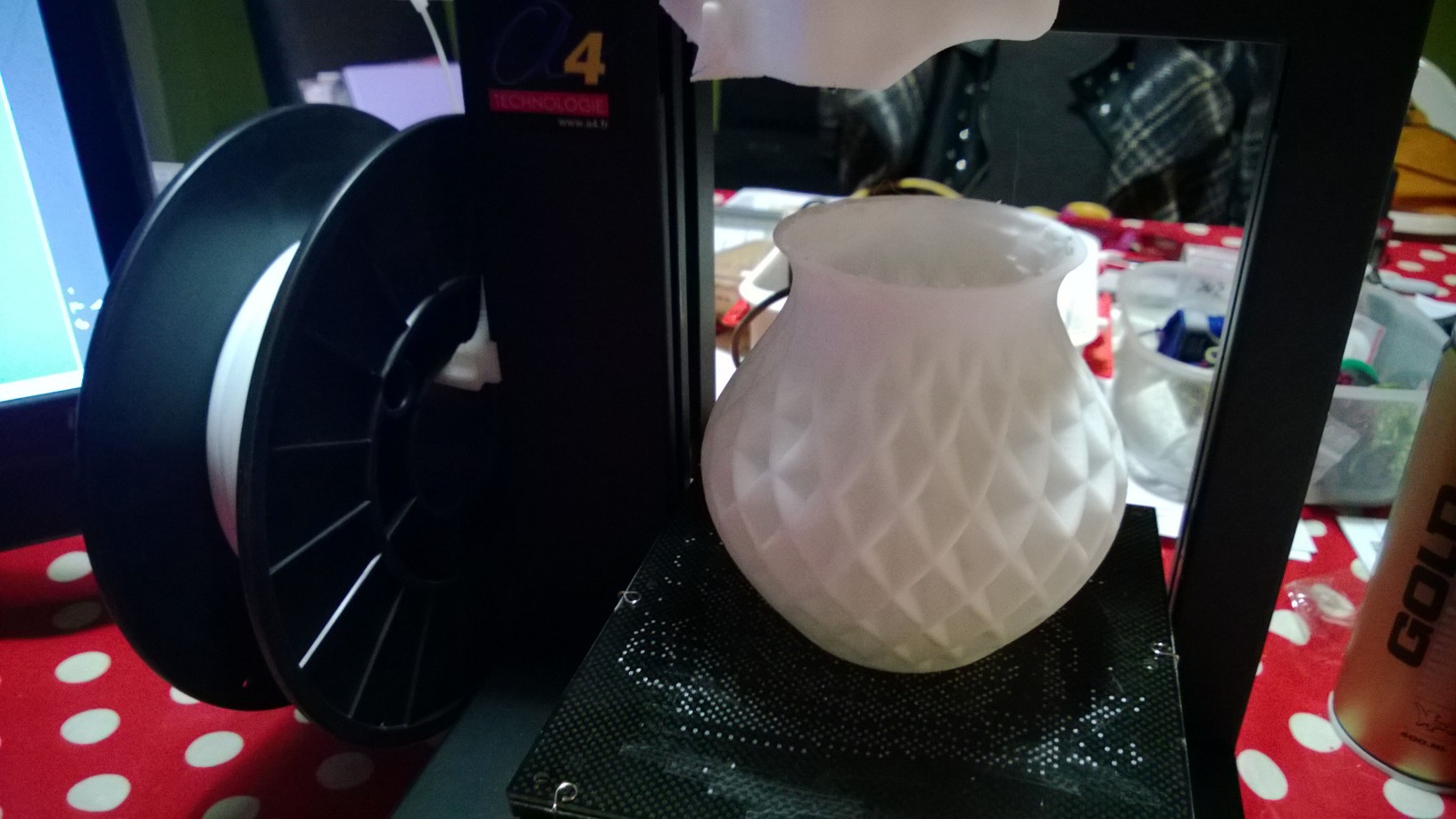


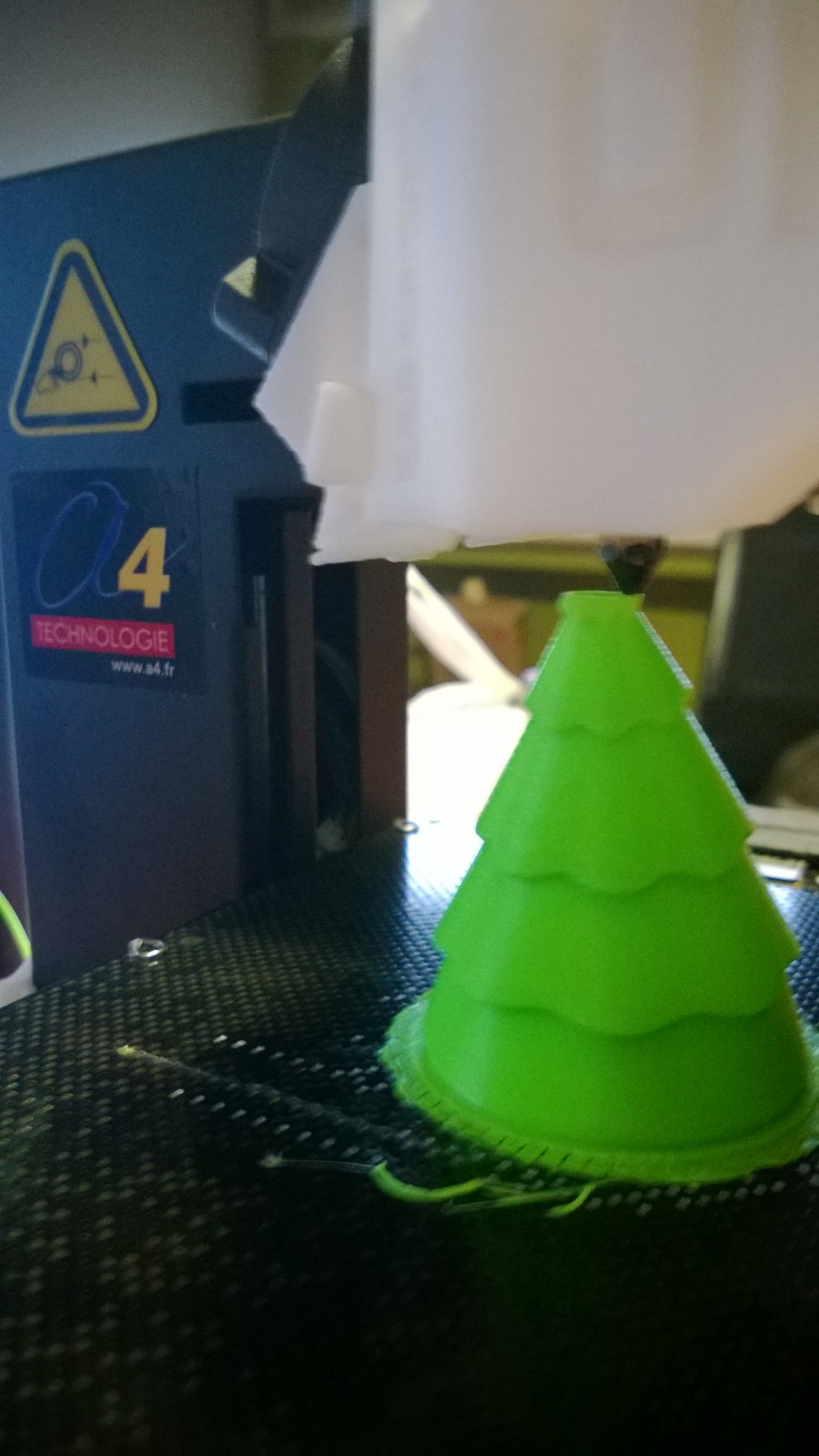

Devant autant de facilité, nous avons voulu compliquer les choses en essayant d’imprimer un objet en 2 couleurs. La technique consiste donc à imprimer un objet dans une couleur, mettre l’imprimante en pause et changer la bobine de filament pour terminer l’impression avec une autre couleur. Un jeu d’enfant comme en témoigne la photo suivante. Les 2 couleurs se raccordent parfaitement et aucune bavure ne vient entacher la qualité de finition.
Pour corser un peu plus les choses, nous avons tenté quelques impressions avec du PLA, histoire de voir comment se comporte l’imprimante avec un plateau froid et un filament qui nécessite une température d’extrusion plus basse. Et bien ce fut une mauvaise idée… Nous avons recouvert le plateau de construction de tape histoire de s’assurer une bonne adhérence (ce qui fut le cas) mais la qualité d’impression est vraiment très mauvaise. Nous avons réussi à imprimer un petit objet (3 cm de haut) mais pas plus… et ne parlons même pas de la qualité de cet objet. Même avec une résolution plus haute (300 microns) c’est un désastre. Après avoir fait pas mal de recherche sur le net il semble que cette conclusion soit unanime, la UP ! Plus 2 est formidable avec de l’ABS mais il faut s’en tenir à ce type de filament… dommage !
En fait l’explication n’est pas bien difficile à trouver car elle résulte d’un des avantages majeurs de l’imprimante à savoir, sa facilité d’utilisation. Il n’est en effet pas possible de modifier certains paramètres d’impression comme la température d’extrusion ou la gestion des supports. Pour l’ABS c’est 260° alors que pour le PLA c’est 210°, point final. Sur notre machine de référence nous imprimons en général aux alentours des 230° ce qui nous a toujours donné des résultats plus que satisfaisants. Avec près de 20° de moins, difficile d’obtenir des résultats similaires…
Dernier point positif, pour ceux et celles qui souhaitent customiser leur imprimante, sachez qu’il existe également quelques initiatives intéressantes comme par exemple ces 2 caissons :
http://www.thingiverse.com/thing:39019
http://www.thingiverse.com/thing:43859
Ou encore toutes les parties imprimables de votre imprimante sur le site du constructeur ICI.
Retrouvez l’ensemble de nos tests d’imprimantes 3D au sein du Lab 3Dnatives







Merci beaucoup pour ce test!!! Continuez!!
Vraiment génial ce que vous faites!
Mille Mercis!
bonjour,
j’ai une UP tout court ( la précédente), je confirme vos dires concernant le fait que l’on ne peut rien modifier au niveau température ( il y a des bricoleurs qui ont réussi mais il faut attaquer directement la machine et je ne souhaite pas pour le moment)
En revanche, j’ai quasiment imprimé toutes les matière exotiques, à part la ninjaflex (mais c’est le système d’alimentation qui est en cause). Le laywood et laybrick sont sortis sans problèmes. Le PET aussi. eventuellement le nylon poserait des problèmes mais ça marche quand même.
Je confirme la bonne construction de la machine, cela fait bientôt 6 mois que je l’ai, elle tourne très souvent (et même pendant de longues heures) , pas une panne à déplorer.
La première version est , je pense, un poil plus difficile à prendre en main ( en raison du réglage manuel du plateau et de la hauteur de buse), ceci dit une fois bien compris le fonctionnement, ça roule tout seul.
Merci encore pour ce super site qui est une mine d’or!
Quel réglage utilises-tu pour le bois ? PLA ou ABS ?
ok, je comprends mieux, effectivement on ne peut pas jouer sur la couleur….
Pour le nylon, je n’ai pas eu de soucis, car je passe par le principe du plateau en verre avec de la laque.
La plaque fournie n’est pas suffisante (pour le nylon ou l’impression sans support), car les petits trous se bouchent à chaque impression et il est inenvisageable de nettoyer à chaque fois. Cependant, ce n’est pas un problème avec les autres matières.
Pour nous c’est aussi clairement la plus fiable et facile d’utilisation du marché actuellement.
Il y a deux configurations de température préenregistré, une pour le PLA et une pour l’ABS et on peut espérer qu’ils laisseront éventuellement ultérieurement à l’utilisateur le droit de modifier ces paramètres, ce n’est que du soft après tout !
Maintenant je dois dire qu’en tant que revendeur de machine, ça m’arrange plutôt que l’utilisateur ne puisse pas faire n’importe quoi. Les filaments ABS, PLA, bois, nylon etc… fonctionnent et c’est là le principal. Ok on ne sait pas colorer à la teinte désiré le bois mais cette demande ne concernant que peu de personne non ?
je reviens sur le Nylon, après plusieurs essais , j’ai finalement réussi à produire pas mal de pièce nickel.
C’était relativement simple, la majorité de mes trous des petits plateaux étaient bouchés, donc j’ai pris ma perceuse, un tout petit foret et j’ai fais mon shadok! Le résultat était là.
La pièce adhère parfaitement au plateau.
Le hic du nylon (surtout le 618) est qu’il prend beaucoup l’humidité ambiante. J’obtiens d’excellent résultat en l’étuvant quelques heures avant impression.
Ma préférence va vers le 645, plus blanc d’aspect et quand même plus facile à imprimer.
Personnellement j’ai beacoup de mal à imprimer (imprimante d’occasion) : l’impression n’est pas de bonne finition ou le fil abs ne tient pas correctement sur le plateau martyr et ce malgré les conseils prodigués dans le manuel ( réglage automatique…) si quelqu’un pouvait m’aiguiller, merci.