





Lab 3Dnatives : Test des filaments Ultrafuse ABS Fusion+, Tough PLA PRO1 et BVOH

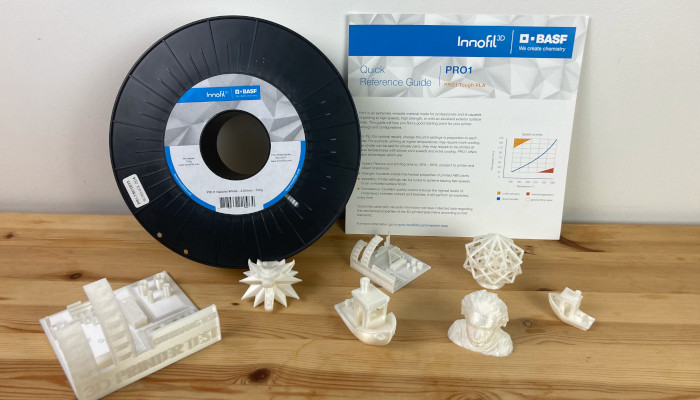
Le groupe allemand BASF s’est largement implanté dans le secteur de l’impression 3D ces dernières années via sa filiale Forward AM, avec le développement de matériaux pour différents procédés de fabrication additive. Pour le marché des imprimantes 3D FDM/FFF, la société a pu compter sur le rachat de la société Innofil3D, un fabricant néerlandais de filaments, pour proposer divers matériaux sous une gamme désormais dénommée Ultrafuse. On y retrouve des filaments de type standard (PLA, PET, ABS), recyclé (rPET), technique (PP, PC, PA…), haute-performance (PEI ou PPSU), support (HiPS ou BVOH), flexible (TPC ou TPU) mais aussi métallique (316L).
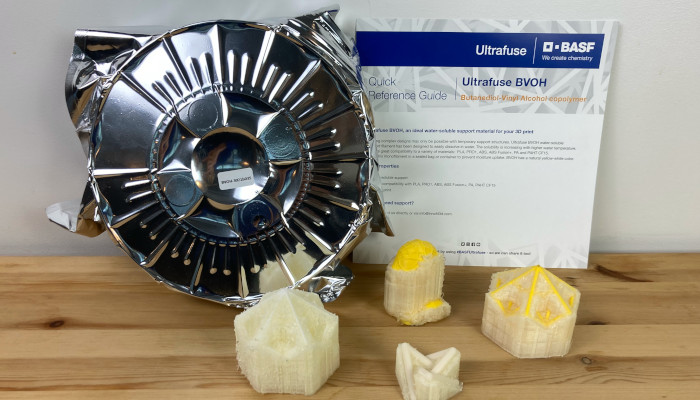
En partenariat avec le revendeur français Makershop, le Lab 3Dnatives a eu l’opportunité de tester plusieurs matériaux de la gamme Ultrafuse, à commencer par le filament ABS Fusion+, un ABS amélioré vendu au tarif de 34,66 € TTC la bobine de 750g, ainsi que le PLA PRO1, un « tough PLA » disponible au prix de 27,72 € TTC la bobine de 750 g. Pour accompagner nos tests, nous avons également reçu un matériau support, encore peu connu sur le marché, de type BVOH et commercialisé au prix de 47,94 € TTC les 350 g.
Quelles sont les spécificités de ces filaments ? Quels sont les paramètres d’impression à privilégier ? À quelles applications se destinent ces matériaux ? Retrouvez ci-dessous notre retour d’expérience. À noter que dans le cadre de nos tests, nous avons eu recours à une imprimante Ultimaker S3. Celle-ci est équipée de deux extrudeurs ainsi qu’un plateau chauffant, l’enceinte n’est toutefois pas entièrement close. Autant que possible, nous avons essayé de respecter les profils matériaux fournis par Forward AM depuis le slicer Cura.
ABS Fusion+, un ABS plus résistant et plus facile à imprimer
Commençons par l’ABS Fusion+. Fabriqué en collaboration avec Polyscope Polymers, spécialisé dans le développement de matériaux pour l’industrie automobile, l’ABS Fusion+ est un filament ABS spécialement pensé pour l’impression 3D. Contrairement à l’ABS classique, celui-ci a été conçu pour adhérer plus facilement au lit d’impression, permettant d’éviter de recourir à un adhésif pour le plateau, mais aussi une formulation optimisée pour éviter les risques de warping de la pièce. Autre fait marquant, l’ABS Fusion+ est compatible avec les matériaux supports de type PVA, ce qui n’est pas le cas pour l’ABS classique. Il s’agit là d’une très bonne nouvelle pour les pièces complexes nécessitant des supports. L’ABS Fusion+ est d’ailleurs compatible avec le BVOH, autre solution de support signée BASF, possédant un temps de dissolution plus rapide que le PVA.
Avant l’impression, il est conseillé de s’assurer que la bobine soit bien séchée, 60°C dans un séchoir à air chaud ou dans une étuve sous vide pendant 4 à 16 heures, et maintenue dans cet état afin de garantir les propriétés constantes du matériau. Pour les paramètres d’impression, il faudra toujours recourir à un plateau chauffant entre 100°C et 120°C, légèrement plus chaud que l’ABS basique, ainsi qu’une température d’extrusion classique située entre 240°C et 260°C. Pour la vitesse, le fabricant conseille d’imprimer de 40 à 80 mm/s. Concernant le stockage, l’ABS Fusion+ est stocké dans un packaging en carton et livré avec une notice.

Dans l’ensemble, le filament s’imprime facilement et se caractérise par une très bonne adhésion au plateau, alors même que nous avons eu recours à une température du plateau légèrement plus faible que celle recommandée par le constructeur. L’autre point à noter concerne l’absence de warping, un phénomène que l’on peut traditionnellement avoir sur ce genre de matériau.
La vitesse est un paramètre sur lequel nous avons pu jouer tout au long de nos tests afin d’obtenir un état de surface plus qualitatif, notamment sur les parties en porte-à-faux de type overhangs. De manière générale, un entre-deux de 60 mm/s suffisait pour obtenir un résultat satisfaisant. À noter enfin que visuellement, l’ABS Fusion+ a un aspect qui vacille entre brillant et mat, une brillance qui pourra d’ailleurs légèrement varier en fonction de la température d’impression.
Pour les impressions réalisées en ABS Fusion+, nous avons décidé de simplement recourir au profil Generic ABS dans Cura. Nous avons également rajouté de la colle UHU sur le plateau en verre de notre Ultimaker S3. Après avoir imprimé deux modèles de type torture test avec le classique 3DBenchy de CreativeTools et le All-In-One 3D Printer Test de majda107, nous avons imprimé divers fichiers plus ou moins complexes et détaillés : Trefoil Menagerie de mathgrrl, Lattice Cube 3D Printer Torture Test de Lazerlord10, Witcher III Wolf School Medallion de Daniel_W, Yoda Bust de chylld, et Spiderman Bust de BerlinRockz.

Le 3D Benchy de CreativeTools
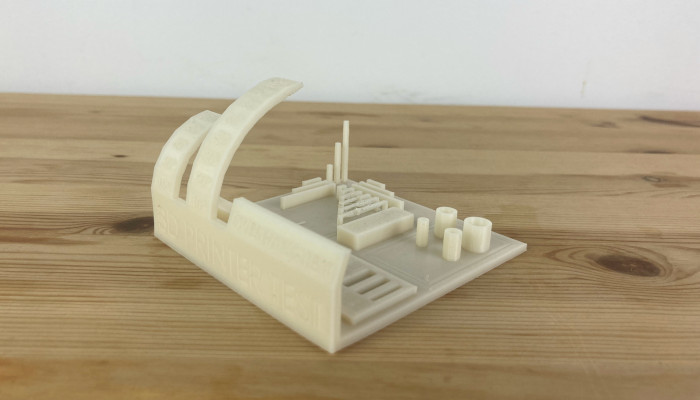
Le All-In-One-3D-Printer Test de majda107

Le Spiderman Bust de BerlinRockz

Le Lattice Cube 3D Printer Torture Test de Lazerlord10

Le Witcher III Wolf School Medallion de Daniel_W

Le Yoda Bust de chylld
PLA PRO1, un Tough PLA amélioré et abordable
Passons ensuite au PRO1, qui d’après le fabricant correspond à un matériau de type Tough PLA et comporte 4 caractéristiques principales. Tout d’abord, la vitesse, avec des temps d’impression réduits de 30 à 80 % selon l’imprimante 3D et l’objet. Ensuite, la résistance, car développé pour être plus robuste que l’ABS classique en termes de propriétés mécaniques, puis sa versatilité, car il est laissé la possibilité à l’utilisateur de régler les paramètres d’impression du filament pour atteindre une plus grande vitesse ou une meilleure finition. Enfin la répétabilité, liée à un haut contrôle de la qualité lors de la production du filament, avec comme objectif une constance dans la qualité d’impression d’un lot à l’autre.
Comme énoncé précédemment, il sera possible de jouer sur les paramètres d’impression avec une température d’extrusion qui pourra varier entre 200°C et 220°C, une vitesse d’impression entre 40 et 150 mm/s, le tout associé à un plateau chauffant d’une température comprise entre 50° et 70°. Avec l’expérience, les choix des paramètres viendront influer sur la qualité, la résistance ou la vitesse de production. Comme pour l’ABS Fusion+, le PRO1 est livré avec son packaging en carton et sa notice.
Comme pour l’ABS Fusion+, il faut s’assurer que la bobine soit bien séchée, à 60 °C dans un séchoir à air chaud ou dans une étuve sous vide pendant 4 à 16 heures, et maintenue dans cet état afin de garantir les propriétés constantes du matériau. Pour les impressions réalisées en PRO1, nous avons sélectionné le profil Generic Tough PLA dans Cura. Nous avons également rajouté encore une fois une simple la colle UHU sur le plateau en verre de notre Ultimaker S3. Pour nos tests, nous avons opté pour l’Albert Einstein Bust de LSMiniatures, le Witcher III Wolf School Medallion , le Benchy, un Lattice Cube 3D Print Torture Test et le All-In-One 3D Printer Test. La vitesse d’impression a été calibrée dans un premier temps à 75 mm/s, un entre-deux pour garantir une impression soignée mais relativement rapide. Comme l’ABS Fusion+, le filament s’imprime sans soucis sur la Ultimaker S3 et chaque couche vient se solidifier parfaitement à la couche inférieure. À noter que visuellement, le PRO1, offre également une apparence légèrement brillante mais satinée.

Le Lattice Cube 3D Print Torture Test de Lazerlord10

Le 3D Benchy de CreativeTools

Le Witcher III Wolf School Medallion de Daniel_W
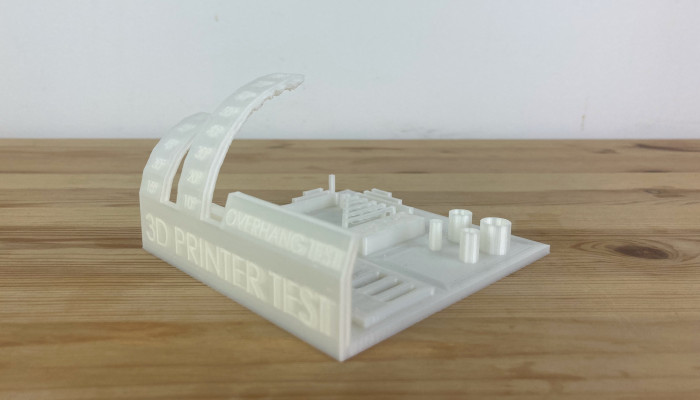
Le All-In-One-3D-Printer Test de majda107
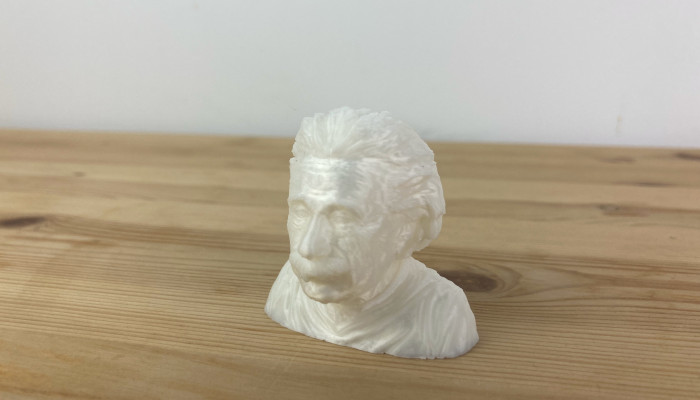
Le Albert Einstein Bust de LSMiniatures
BVOH, un filament support compatible PLA et ABS
Le dernier sur cette liste est le BVOH, un matériau support moins connu que le PVA ou le HIPS, et capable de se dissoudre dans l’eau. Celui-ci permet d’être utilisé comme complément pour imprimer des pièces au design complexe. Néanmoins, sur le papier, le BVOH surclasse le PVA sur différents points. Malgré le fait qu’il ait besoin d’être stocké avec prudence pour le protéger de l’humidité, il a une rapidité de dissolution accrue, 2 fois plus rapide qu’un PVA. Pour la température d’impression nécessaire, on peut compter entre 190°C et 210°C, avec une vitesse d’extrusion entre 30 et 60 mm/s, et une surface chauffée entre 60°C et 100°C. Comme pour les autres filaments de la gamme Ultrafuse, le BVOH est lui aussi scellé sous vide et livré avec sa notice.
Il est d’ailleurs compatible avec le PLA et le PRO1, mais aussi l’ABS, l’ABS Fusion+, le PA et le PAHT CF 15, un catalogue de thermoplastiques n’adhérant normalement pas si facilement aux matériaux hydrosolubles classiques comme le PVA ou certains filaments propriétaires. C’est pourquoi nous l’avons d’ailleurs testé sur le PRO1 et le Fusion+, afin de se rendre compte de sa versatilité. Ne faisant pas exception à la règle, le fabricant conseille de s’assurer que la bobine soit bien sèche avant chaque impression (auquel cas recourir à un séchage à 60°C dans un séchoir à air chaud ou dans une étuve sous vide pendant 4 à 16 heures), et maintenue dans cet état afin de garantir les propriétés constantes du matériau. Si cette étape n’est pas respectée, on risque d’avoir une absorption d’humidité à terme qui ruinerait le filament.
Pour nos tests, nous avons imprimé le Trefoil Menagerie et le Lattice Cube 3D Printer Torture Test. Nous avons d’ailleurs gardé les mêmes paramètres d’impression que nous avons détaillés plus tôt, avec pour le BVOH une vitesse d’impression de 45mm/s. Pour les prints, nous avons utilisé le profil d’impression Generic PVA de Cura. Les images sont encore une fois à regarder ci-dessous, avec en comparaison les modèles imprimés sans et avec BVOH.
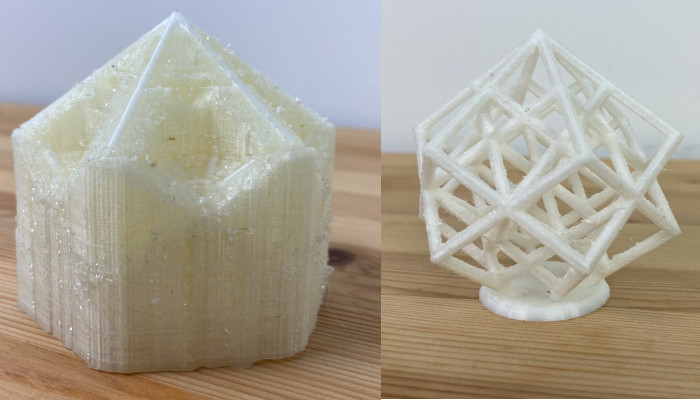
A gauche, Le Lattice Cube 3D Printer Torture Test avec supports en BVOH – A droite, le print après avoir été plongé dans l’eau
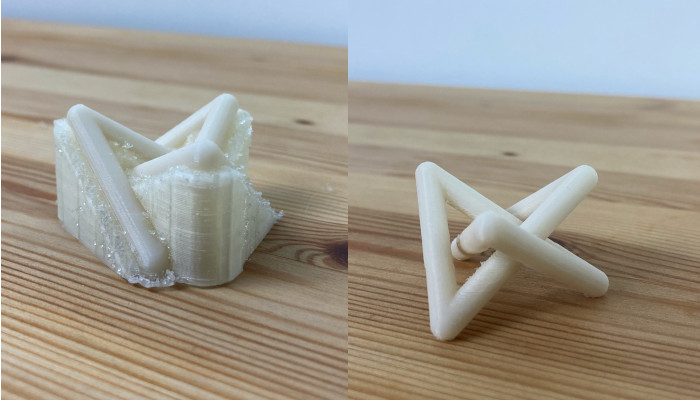
A gauche, Le Trefoil Menagerie avec supports BVOH – A droite, le print nettoyé
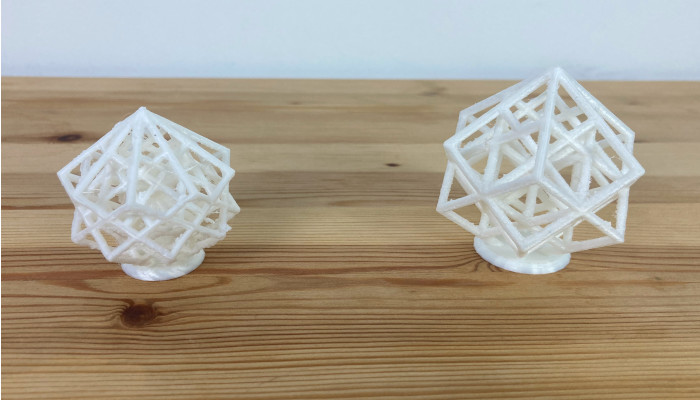
A gauche, Le Lattice Cube 3D Printer Torture Test réalisé sans BVOH – A droite, le print réalisé avec BVOH

A gauche, Le Trefoil Menagerie réalisé sans BVOH – A droite, le print réalisé avec BVOH
En guise de test final, nous avons imprimé un modèle d’éprouvette d’essai de traction trouvé sur Cults.com, afin de se rendre compte respectivement de la flexibilité et de la résistance à la rupture de l’ABS Fusion+ et du PRO1. On vous laisse apprécier les résultats :

Test de flexibilité de l’ABS Fusion+ grâce au Tensile Test
Test de flexibilité du PRO1 grâce au Tensile Test
Que pensez-vous de la nouvelle gamme de filaments Ultrafuse de BASF Forward AM ? Vous pouvez en savoir plus directement sur le site de Makershop ICI. N’hésitez pas à partager votre avis dans les commentaires de l’article ou avec les membres du forum 3Dnatives. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou Twitter !








