





Comment éviter les erreurs de bridging en impression 3D

On ne vous apprend rien, utiliser une imprimante 3D, qu’il s’agisse d’une machine de bureau ou professionnelle, n’est pas de tout repos et on peut être confronté à quelques surprises, malheureusement pas toutes positives. Nous vous avons déjà expliqué en détail ce qu’il en est du stringing, du ghosting et du warping en impression 3D FFF et comment vous pouvez maîtriser ces problèmes d’impression. Mais aujourd’hui, nous souhaitons attirer votre attention sur un autre défi auquel vous pouvez être confronté à savoir le phénomène de bridging. Lorsque vous voyez le mot « bridging », la traduction qui vous vient à l’esprit est probablement le terme « pont » – et vous avez raison ! En effet, en termes simples, le bridging est un segment imprimé en 3D dans le vide qui vient relier deux points entre eux. Le problème dans la création de ce pont est une extrusion involontaire et inappropriée du matériau, qui ne forme pas une ligne droite comme souhaité, mais s’affaisse et se fraie un chemin vers le bas.
Vous avez peut-être déjà entendu dire que l’impression 3D FFF est comparable à un pistolet à colle sur un bras robotisé. Pour vous aider à vous représenter le problème d’un mauvais pont en impression 3D, imaginez que vous essayez de déplacer un pistolet à colle chaude tout en appuyant sur la gâchette. Même si le premier point de colle était en contact avec une surface, la colle va goutter vers le bas dans l’air. D’une certaine manière, le bridging est similaire pour le FDM. Si l’on essaie d’appliquer de la matière dans l’air entre deux points, celle-ci tombera vers le bas et ne sera pas parfaitement horizontale. L’article suivant explique plus en détail pourquoi cette structure en forme de pont échoue la plupart du temps et ce que vous pouvez faire concrètement pour y remédier.
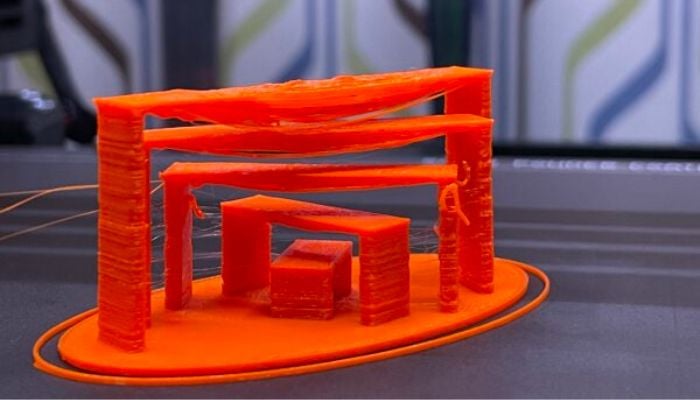
Plusieurs facteurs viendront influencer la réussite d’un bridging (crédits photo : N3DTech via Prusa Forum)
Température, matériau et vitesse d’impression
Si nous nous remémorons la métaphore du pistolet à colle présentée précédemment, nous pouvons, rien qu’à partir de cet exemple, identifier quelques points de départ du problème. Nous savons que l’une des composantes clés de ce procédé est de chauffer la colle. Si nous pressons cette colle liquide hors du pistolet et que nous voulons l’utiliser comme pont entre le point A et le point B, cela s’avérera difficile en raison de la température. Si l’on adapte ce principe à l’impression 3D, il se peut que le filament utilisé ait été trop chauffé, mais peut-être pas assez. Dans le premier cas, vous verrez qu’en raison de la viscosité élevée, le matériau commence à goutter fortement. Cela entraîne donc des problèmes importants lors de la formation du pont. Sachez que tous les thermoplastiques réagissent différemment aux variations de températures : on vous conseille donc de vous renseigner sur le profil thermique du filament que vous utilisez. Le PLA, par exemple, est un matériau qui peut être imprimé à une température plus basse et qui durcit très rapidement. Il faut toutefois veiller à toujours imprimer avec la chambre d’impression ouverte, car cela peut avoir une influence sur la viscosité.
La vitesse d’impression est également un facteur qui peut entraîner une erreur d’impression. Si celle-ci est trop élevée, il se peut que votre matériau n’ait aucune chance d’être extrudé correctement. Imprimez donc à un rythme modéré ! Comme nous l’avons déjà mentionné, les propriétés de chaque filament diffèrent, ce qui nous amène à vous conseiller d’expérimenter la vitesse d’impression lors du bridging. Cela signifie que vous allez probablement devoir réduire votre vitesse d’impression par petits paliers de mm/s. Mais attention, si vous imprimez trop lentement, il se peut que votre pièce ne soit pas solide, car la couche sous-jacente aura trop de temps pour refroidir en raison du déplacement lent de votre tête d’impression, ce qui réduit l’adhérence entre les couches. Par conséquent, utilisez les paramètres d’impression conseillé par le fabricant du matériau et testez différentes vitesse, jusqu’à ce vous trouviez la plus adaptée à votre projet. Considérez également le réglage pour l’impression de ponts dans le Slicer Bridge Fan Speed, car vous pouvez adapter la vitesse exclusivement pour les formes de ponts. Si vous utilisez PrusaSlicer, vous trouverez ce réglage comme suit : Filament Settings > Cooling > Bridges Fan Speed ; chez Cura sous : Print Settings > Experimental > Bridge Fan Speed. Ou si vous utilisez Simplify3D, vous trouverez ce réglage ici : FFF Settings > Cooling > Fan Overrides > Eridging fan speed override. Si nous parlons de slicer, il est important de mentionner que vous devez penser à l’orientation de votre modèle si nécessaire. En quelques gestes, vous pouvez faire pivoter votre modèle de manière à réduire les ponts.

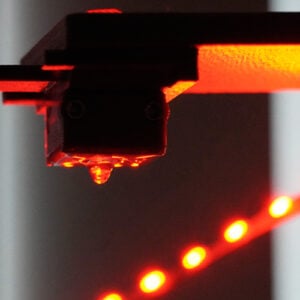
Un mauvais bridging peut se manifester à plusieurs niveaux (crédits photo : UltiMaker)
Pourquoi la ventilation de l’imprimante 3D est-elle recommandée lors du bridging ?
Nous avons déjà évoqué l’importance de la température du matériau et souligné qu’il ne devait pas être trop chaud, mais la ventilation de votre imprimante 3D entre également en jeu. Comme nous le savons, un ventilateur est responsable de la réduction de la température dans l’espace de construction. Après avoir chauffé le filament à une certaine température et l’avoir déposé, vous devez utiliser le ventilateur pour que le filament refroidisse et durcisse plus rapidement. Ainsi, on évite qu’il ne goutte ou se déforme.
Mais si toutes ces modifications ne donnent pas de résultats visibles, il existe bien entendu d’autres solutions que vous pouvez utiliser. Vous pouvez par exemple utiliser des supports d’impression pour les composants en surplomb au sein de votre impression et stabilisez votre forme en pont pendant que l’extrudeur se déplace sur cette zone en l’air. Si nous nous penchons maintenant sur les différents réglages, nous pouvons également vous recommander d’expérimenter avec votre insert. Sachez par exemple qu’avec un infill de 80 %, les espaces vides qui en résultent sont beaucoup plus petits et que le bridging l’est également. Avec un infill d’à peine 5 %, ces espaces vides seraient plus grands, ce qui pourrait entraîner un plus grand risque de ponts instables.
Si, malgré tous ces points déjà évoqués, vous êtes toujours confronté à des problèmes de bridging, vous devriez alors envisager d’utiliser une buse plus grande. En effet, cela permet de maximiser la surface d’appui, ce qui est particulièrement adapté à la réalisation de bridges. En effet, cela signifie que la couche de filament appliquée par la suite bénéficie d’un décalage, ce qui permet d’obtenir un angle plus plat et donc de réaliser plus facilement les transitions en forme de pont. Ce facteur d’angle est extrêmement important, car il faut savoir que les imprimantes 3D FDM sont généralement capables d’imprimer des angles de 45 degrés, mais qu’au-delà de 70 degrés – en fonction de la forme du pont et du filament – il faut se demander s’il ne serait pas plus judicieux d’imprimer votre pièce en plusieurs parties.
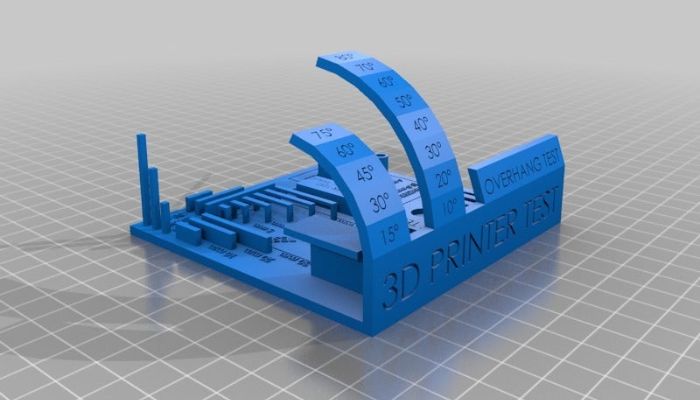
L’angle de votre porte-à-faux peut avoir un effet négatif sur l’impression 3D (crédits photo : Faultydata via Cults)
Maintenant que nous avons passé en revue toute une série de conseils et de propositions pour réussir vos bridgings, il convient de préciser que la solution adéquate dépend toujours du design du modèle, du matériau et de l’imprimante 3D elle-même.







L’article qui tombe à pic. Et si j’arrivais à retourner mon fichier STL ?
Quel logiciel utiliser ?
Merci beaucoup