Comment éviter l’apparition de boursouflures en impression 3D ?

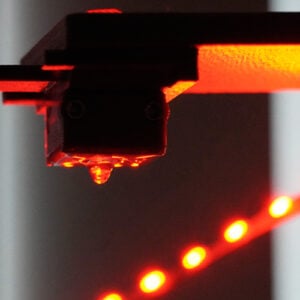
L’impression 3D, comme tout processus de fabrication, est des avantages et des inconvénients et vient avec son lot de contraintes. En effet, il est courant de rencontrer des problèmes et obstacles quand on veut créer des pièces et structures plus ou moins complexes. On pense par exemple à la surextrusion, le warping ou la patte d’éléphant. Cette fois-ci, nous souhaitons vous parler du phénomène de boursouflures ou blobs en anglais qui peuvent apparaître sur les pièces imprimées en 3D. Il s’agit de petites taches ou de gouttelettes de filament que l’on peut voir à la surface des pièces produites avec la technologie d’impression FDM/FFF. Elles apparaissent généralement là où l’extrudeur a commencé à retirer de la matière et revient après l’impression. Avec le temps, cette liaison devient visible sous la forme d’une tache à la surface de la pièce.
De nombreuses raisons peuvent expliquer l’apparition de ces petites bulles lors de l’impression 3D FDM, comme la rétraction. Lors de la rétraction, une petite quantité de filament est ramenée dans la buse afin d’éviter tout problème ultérieur avec le filament. Toutefois, si une quantité trop faible ou trop importante de filament est rétractée, ou si la rétraction est trop lente ou trop fréquente, ces défauts peuvent apparaître. La température et la vitesse de la buse peuvent également favoriser la formation de bousouflures. Une température trop élevée augmente la viscosité du matériau et peut entraîner la sortie incontrôlée de grandes quantités de filament de la buse. Une vitesse d’impression trop élevée ou qui change fréquemment peut également entraîner une réduction de la qualité de la surface. Enfin, un refroidissement insuffisant des différentes couches de matériau peut également être à l’origine de ces imperfections, car le matériau peut glisser et provoquer ainsi des irrégularités. Maintenant que nous connaissons les causes, examinons les solutions possibles à ce problème.

Des bulles et des taches apparaissent sous forme de petites gouttelettes de filament à la surface des pièces imprimées en 3D (crédits photo : Chris Cecil)
Calibrage de l’extrudeur pour réduire les boursouflures
Comme mentionné ci-dessus, une mauvaise extrusion peut entraîner l’apparition de boursouflures. C’est pourquoi il faut d’abord calibrer correctement l’extrudeur. Cela peut se faire grâce à l’E-Step Calibration, un paramètre du firmware de l’imprimante 3D qui détermine le nombre de pas que l’extrudeur doit faire pour extruder un millimètre de filament. S’ils sont calibrés correctement, la longueur exacte de filament nécessaire sera extrudée. Si ce n’est pas le cas, ou si la largeur du filament n’est pas conforme aux spécifications, le réglage du débit peut être un moyen de résoudre le problème. Ce réglage permet de contrôler la quantité de filament extrudé et d’éviter qu’une trop grande quantité de matériau ne sorte de la buse, ce qui peut entraîner des bavures. Assurez-vous également que la buse de votre imprimante 3D est propre et qu’elle n’est pas obstruée, car cela peut entraîner une extrusion insuffisante et irrégulière, causant des imperfections à la surface de vos pièces.
Réglage de la rétraction
Le réglage de la rétraction est utilisé pour rétracter le filament de l’extrémité de l’extrudeur. Cela permet d’éviter que le matériau ne sorte involontairement en raison de la pression accumulée dans la buse. La rétraction est une fonction utile qui permet d’éviter la formation de fils. Toutefois, un réglage incorrect de la vitesse, de la distance et de la fréquence de rétraction peut entraîner des boursouflures.
La vitesse de rétractation détermine la vitesse à laquelle le filament doit être rétracté puis réinséré par l’extrémité chaude. Si celle-ci est trop lente, le filament ne peut être retiré à temps de la buse et le matériau sort, provoquant des boursouflures. Pour éviter cela, augmentez la vitesse de rétraction d’environ 25 %. Un autre paramètre de rétraction qui peut empêcher la formation de ces blobs est la distance de rétraction, qui contrôle la quantité de filament qui doit être rétractée à chaque rétraction. Si cette distance est trop grande, il y aura un espace entre la buse et le filament, ce qui provoquera l’entrée d’air dans la buse et l’apparition de nos boursouflures sur la pièce. En revanche, si l’écart est trop faible, la quantité de filament rétracté sera insuffisante et l’excès de matériau pourra être expulsé de la buse, ce qui provoquera également des irrégularités. Pour trouver le réglage de rétraction optimal, commencez par augmenter lentement et progressivement la distance de rétraction.
Enfin, si vous remarquez encore des boursouflures, essayez de réduire progressivement la distance jusqu’à ce que vous trouviez l’ajustement idéal et qu’il n’y ait plus de taches visibles. Enfin, il peut également être utile d’éviter les rétractions elles-mêmes, ou du moins d’en réduire la fréquence. Pour ce faire, activez ou augmentez la distance minimale de rétraction sur le slicer. La distance minimale de rétraction est la plus petite distance que la buse peut parcourir avant qu’une rétraction ne soit autorisée. Cela réduira la fréquence des rétractions et donc l’apparition de boursouflures.
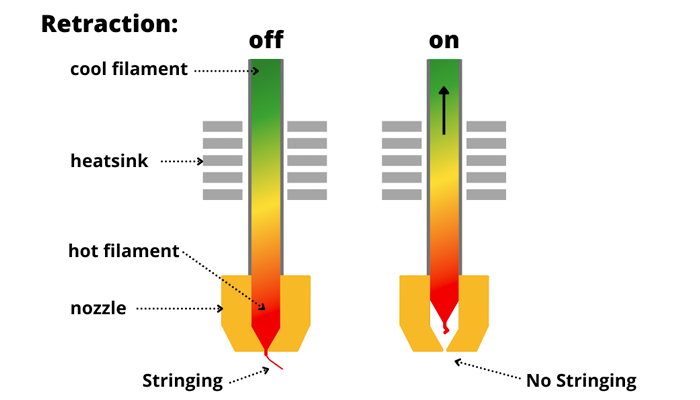
Crédits photo : The 3D Printer Bee
Réduction de la température et de la vitesse
Si la température d’impression est trop élevée, la viscosité du matériau augmentera, ce qui le rendra trop fluide et risque de le rendre incontrôlable. Essayez d’abord d’abaisser la température de 5 à 10°C, en gardant à l’esprit que la température d’impression recommandée peut varier d’un filament à l’autre. Alors que l’ABS doit être imprimé à des températures plus élevées (230 à 260°C), le PETG doit être imprimé à une température comprise entre 210 et 250°C et le PLA à une température plus basse, entre 190 et 220°C. Veillez également à ce que la vitesse d’impression ne soit pas trop élevée, car cela pourrait nuire à la qualité et à la précision de votre pièce. En effet, les différentes couches de matériau n’auront pas le temps de se déposer complètement, ce qui entraînera des surfaces inégales et irrégulières. Réduisez d’abord la vitesse entre 5 et 10 mm/s et trouvez progressivement la valeur d’impression optimale.
Outre la réduction de la température et de la vitesse d’impression, vous pouvez également augmenter la ventilation ou le refroidissement de votre imprimante afin de lutter contre la formation de boursouflures. Augmentez également la vitesse du ventilateur du slicer par incréments de 10 % jusqu’à ce que vous constatiez une réduction des taches.
Activer la navigation inertielle pour réduire les boursouflures
Certains slicers, tels que Cura, PrusaSlicer ou Simplify3D, disposent d’une fonction d’inertie qui peut aider à prévenir les boursouflures. Comme nous l’avons mentionné, il existe une pression à l’extrémité de l’extrudeur qui fait que le filament s’écoule à travers la buse, même lorsqu’elle s’arrête de bouger. Si cela se produit, la fonction Coasting peut aider. Ce paramètre prédit la pression dans le hotend et arrête le flux de matériau juste avant la fin d’une impression pour éviter les boursouflures. Il suffit d’activer la fonction Coasting dans votre logiciel de découpe.
Maintenant que vous connaissez les causes des imperfections et que vous savez comment éviter les boursouflures, vous pourrez à l’avenir profiter de surfaces lisses et planes sur vos pièces imprimées en 3D.
Avez-vous déjà été confronté à ce phénomène de boursouflures ou blobs en impression 3D ? Partagez votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou LinkedIn !
*Crédits photo de couverture : re3D