TPE vs TPU : comment choisir le bon filament flexible

Lorsqu’il s’agit d’imprimer en 3D des pièces qui doivent se plier, s’étirer ou absorber des chocs importants, les plastiques rigides classiques comme le PLA ou le PETG ne suffisent plus. C’est pour cette raison que les créateurs se tournent vers des filaments flexibles comme le TPE et le TPU. Pour bien comprendre leur différence, il faut d’abord s’intéresser à leur relation.
Le TPE (Thermoplastic Elastomer, ou élastomère thermoplastique) désigne une vaste famille de matériaux qui combinent les propriétés élastiques du caoutchouc avec les caractéristiques de fusion et de mise en œuvre du plastique. Le TPU (Thermoplastic Polyurethane, ou polyuréthane thermoplastique), quant à lui, n’est pas un concurrent direct du TPE, mais plutôt un sous-ensemble spécifique, plus rigide, de cette même famille. Les deux filaments se distinguent par leur résistance aux chocs, leur étanchéité et leur grande durabilité face aux intempéries et aux UV.
EOS TPU 1301 (à gauche), ALM TPE 410 (à droite). Crédits photo : EOS
Alors, quelles sont les véritables différences sur le plateau d’impression et dans les usages concrets ? Les filaments vendus sous l’appellation générale TPE sont traditionnellement plus mous, plus légers, et offrent un véritable toucher caoutchouc. Cette flexibilité les rend toutefois moins stables dimensionnellement sous contrainte et plus difficiles à imprimer. Le TPU, à l’inverse, est plus rigide et plus résistant, ce qui lui confère une meilleure résistance à l’abrasion. Pour les makers, l’avantage principal du TPU réside surtout dans sa rigidité, qui le rend bien plus simple à imprimer en 3D : c’est pour cela qu’il reste le choix privilégié pour les applications fonctionnelles et durables.
Qu’est-ce que le TPE (élastomère thermoplastique) ?
Le TPE est une vaste famille de matériaux qui se comportent comme du caoutchouc mais se traitent comme du plastique. Ce comportement caoutchouteux lui permet de plier, de se comprimer puis de retrouver sa forme initiale. Il est donc particulièrement adapté aux applications où le confort, l’adhérence et une déformation contrôlée sous charge sont importants. Le TPE est également une catégorie générique qui englobe des sous-types comme le TPU, le TPA et le TPC.
Sur le plan des propriétés, le TPE offre une bonne résistance aux chocs, un excellent amortissement des vibrations, une forte résistance à la fatigue, ainsi qu’une résistance correcte aux produits chimiques et aux UV. Il fonctionne sur une large plage de températures (-30 à +140 °C) et reste recyclable.
En revanche, son extrême souplesse le rend notoirement difficile à imprimer en 3D : il faut souvent réduire la vitesse d’impression, utiliser un extrudeur à entraînement direct et des réglages minutieusement ajustés pour éviter le flambage, la sous-extrusion et les bourrages.

Crédits photo : kuraray
Parmi les applications principales, on retrouve :
- Poignées et prises ergonomiques
- Joints et garnitures d’étanchéité
- Semelles de chaussures amortissantes
- Coussinets pour équipements médicaux
- Rembourrages pour équipements sportifs
Qu’est-ce que le TPU (polyuréthane thermoplastique) ?
Le TPU est un copolymère séquencé composé de segments durs et de segments souples alternés. Il s’agit du matériau flexible le plus utilisé en impression 3D, car il offre un bon équilibre entre flexibilité et robustesse. Cette caractéristique le rend particulièrement adapté aux applications fonctionnelles qui exigent à la fois durabilité et élasticité.
Ce matériau présente une forte résistance à l’abrasion, aux chocs et à l’usure, et résiste également aux huiles, aux graisses et à de nombreux produits chimiques. Le TPU est donc utilisé à la fois pour des prototypes fonctionnels et pour des produits finis.

Casque de football américain avec rembourrage personnalisé imprimé en TPU. Crédits photo : Formlabs
Parmi les applications principales, on retrouve :
- Coques de téléphone
- Chaussures et semelles
- Amortisseurs de vibrations, joints et tuyaux pour l’automobile
- Équipements sportifs
- Dispositifs médicaux comme les tubulures et équipements de protection
- Composants industriels
Comparaison directe : TPE vs TPU
| Critère | Filament TPE | Filament TPU |
| Dureté Shore* | 60A à 90A (très flexible) | 60A à 98A (semi-flexible) |
| Difficulté d’impression | Élevée (réglages fins nécessaires) | Moyenne (accessible aux débutants en flexible) |
| Type d’extrudeur | Entraînement direct obligatoire | Entraînement direct conseillé (Bowden possible à vitesse réduite) |
| Résistance à l’abrasion | Modérée | Excellente |
| Résistance chimique/aux huiles | Correcte | Très bonne |
| Allongement à la rupture | Plus élevé (s’étire davantage | Élevé, mais rupture plus rapide que le TPE souple |
*À noter qu’il n’existe pas de définition stricte de la dureté Shore pour le TPE et le TPU, mais les matériaux se situent généralement dans ces plages.
Quel matériau choisir ?
Optez pour le TPE si vous recherchez :
- Un comportement très souple, proche du caoutchouc
- Une flexibilité et un étirement maximal
- Un fort amortissement des vibrations et des chocs
- Des applications privilégiant le confort ou le toucher doux
Optez pour le TPU si vous recherchez :
- Un équilibre entre flexibilité, résistance et durabilité
- Une meilleure résistance à l’abrasion et à l’usure
- Une performance plus régulière sur des pièces fonctionnelles
- Une imprimabilité 3D plus fiable et plus stable
- Des applications soumises à des contraintes mécaniques répétées
Comment imprimer le TPE et le TPU
Pour réussir l’impression de filaments flexibles, il faut adapter à la fois son matériel et les réglages du logiciel de tranchage. Avec le TPE, un extrudeur à entraînement direct est indispensable. Tenter de faire passer un TPE ultra-souple dans un long tube Bowden revient à essayer de faire passer une nouille mouillée dans une paille : le filament finira par se coincer dans le tube avant même d’atteindre la buse. Pour le TPU, l’entraînement direct reste vivement recommandé, mais un extrudeur Bowden bien réglé peut, dans certains cas, faire l’affaire.
Il faut garder en tête que si l’impression de filaments flexibles ouvre de nouvelles possibilités, elle s’accompagne également d’une courbe d’apprentissage. Ces matériaux se comportant comme du caoutchouc, ils sont généralement recommandés aux makers expérimentés, capables d’ajuster finement leur machine.
Crédits photo : Bambu Lab
Les problèmes les plus courants sont notamment le stringing excessif, une mauvaise tenue des ponts et des bourrages soudains de la buse. Pire encore, si le filament élastique rencontre trop de résistance dans le hotend, il peut rapidement flamber et s’enrouler en un nid emmêlé dans les engrenages de l’extrudeur. Il existe également un risque pour le matériel : les filaments flexibles peuvent se souder de façon permanente sur les plateaux en PEI lisse ou en verre, arrachant des morceaux de la surface d’impression lors du retrait de la pièce.
Pour éviter ces désagréments, voici les bonnes pratiques essentielles à suivre :
- Réduisez la vitesse d’impression : descendez à une vitesse prudente de 20 à 30 mm/s. Une vitesse trop élevée génère une contre-pression dans la buse, ce qui pousse le matériau flexible à s’échapper par les côtés des engrenages d’entraînement.
- Desserrez la tension du galet presseur : relâchez la vis de tension du galet de l’extrudeur. Il faut juste assez de pression pour entraîner doucement le filament. Si les engrenages serrent trop, le matériau souple se déforme et finit par bourrer.
- Supprimez ou limitez les rétractions : désactivez complètement les rétractions, ou réduisez-les au strict minimum (1 à 2 mm). Les cycles répétés de va-et-vient étirent le filament et provoquent rapidement des enchevêtrements autour de l’engrenage d’entraînement.
- Utilisez un agent de démoulage : appliquez une couche de bâton de colle ou de ruban Kapton sur les plateaux en PEI lisse ou en verre. La colle agit alors comme une barrière sacrificielle, permettant de retirer la pièce sans détériorer le plateau.
- Conservez le filament au sec : les matériaux flexibles sont fortement hygroscopiques, c’est-à-dire qu’ils absorbent rapidement l’humidité de l’air. Pensez toujours à sécher votre filament avant impression pour éviter les bulles, les craquements et les coulures.
- Ajustez la température : augmentez la température de la buse d’environ 5 °C par rapport à votre réglage habituel afin de réduire la résistance interne à la fusion, et désactivez complètement le ventilateur de refroidissement pour garantir une bonne adhérence entre les couches.
Acheter du filament flexible
Lorsqu’on souhaite acheter du filament flexible, il peut être difficile de s’orienter parmi les fiches produit, le TPU étant un sous-type de la famille plus large du TPE. Pour savoir exactement ce que l’on achète, il faut se référer à l’indice de dureté Shore indiqué dans les caractéristiques techniques. Plus le chiffre est élevé, plus le matériau est dur. Voici quelques repères :

Filament TPE-83A. Crédits photo : eSUN
- Si la valeur indiquée est 95A : il s’agit d’un TPU standard, même si l’emballage mentionne « TPE ». Ce matériau sera semi-flexible, très résistant et relativement facile à imprimer.
- Si la valeur indiquée est 85A ou inférieure : il s’agit soit d’un véritable TPE ultra-souple, soit d’un hybride TPU haut de gamme fortement modifié. Ce matériau se comportera comme du caoutchouc et nécessitera une configuration à entraînement direct.
Le prix : matériau de base ou matériau de spécialité
L’écart de prix entre le TPE et le TPU s’explique avant tout par l’échelle de production et la demande des consommateurs. Parmi les fabricants reconnus de ces filaments, on peut citer Ninjatek, Fillamentum, Recreus, Polymaker, SainSmart et Overture.

Filament TPU 95A. Crédits photo : JAYO
- Prix du TPU : le TPU 95A standard est devenu un plastique de grande consommation, produit en masse. Sa chimie de fabrication étant largement standardisée, une bobine standard de 1 kg de TPU reste très accessible, avec un prix souvent proche de celui du PETG ou du PLA classique. Les bobines coûtent généralement entre 20 et 80 dollars selon les spécifications du matériau, avec une moyenne autour de 30 dollars.
- Prix du TPE : les véritables filaments TPE ultra-souples sont plus difficiles à extruder de façon homogène et s’adressent à un marché plus restreint, davantage industriel. C’est pourquoi le TPE est souvent vendu en bobines plus petites, de 0,5 kg. Au gramme, le TPE véritable peut coûter jusqu’à deux fois plus cher qu’un TPU d’entrée de gamme. Certaines bobines de 0,5 kg coûtent environ 40 dollars chacune.
Conclusion
Le TPE et le TPU sont des matériaux flexibles proches, mais ils ne sont pas interchangeables. Le TPE représente une famille plus large d’élastomères ultra-flexibles, proches du caoutchouc, optimisés pour la souplesse et le confort. Le TPU, lui, constitue une version plus aboutie au sein de cette même famille, conçue pour la durabilité, la résistance à l’abrasion et une performance fiable dans des conditions réelles.
En pratique, le choix repose sur un compromis entre souplesse et imprimabilité d’un côté, et résistance et fiabilité de l’autre. Le TPE offre une élasticité maximale et un véritable toucher caoutchouc, mais reste plus exigeant à mettre en œuvre et présente une stabilité dimensionnelle moindre. Le TPU propose une flexibilité plus maîtrisée, associée à une imprimabilité nettement supérieure et à une durabilité mécanique renforcée.

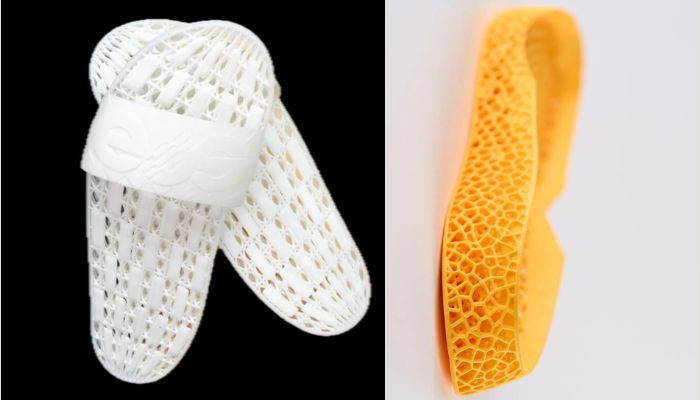
Le TPU est également disponible sous forme de poudre, comme cette attelle de pouce sur mesure (à gauche) et cette semelle orthopédique (à droite). Crédits photo : Formlabs
Une règle simple à retenir : si vous débutez avec les filaments flexibles ou si vous avez besoin de pièces fonctionnelles et durables, commencez par le TPU. Si vous avez absolument besoin d’un étirement maximal, d’une grande souplesse et d’une capacité d’absorption des chocs digne du caoutchouc, alors lancez-vous dans l’apprentissage du TPE.
Quel matériau préférez-vous utiliser pour vos impressions ? Partagez votre avis dans les commentaires de l’article. Retrouvez toutes nos vidéos sur notre chaîne YouTube ou suivez-nous sur Facebook ou LinkedIn !
*Crédits photo de couverture : JAYO (gauche), CC3D (droite).