Cos’è la sovraestrusione nella stampa 3D e come si può evitare?
La produzione additiva consente di creare strutture intricate e dettagliate, offrendo agli utenti una libertà di progettazione senza precedenti. Secondo l’ultimo rapporto Hubs per il 2023, la tecnologia di stampa FDM è il processo di stampa 3D più popolare grazie alla sua facilità d’uso e alla sua natura user-friendly. Tuttavia, durante il processo possono verificarsi dei problemi di stampa 3D, con conseguenti stampe antiestetiche o inutilizzabili. Abbiamo già parlato di problemi quali la zampa di elefante, lo stringing o il warping. Affrontiamo adesso un altro problema comune che può verificarsi durante la stampa 3D FDM: la sovraestrusione.
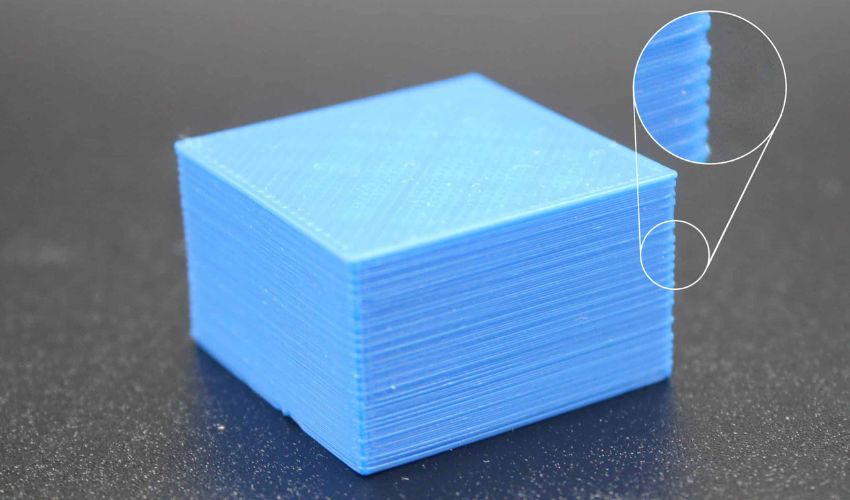
La sovraestrusione si verifica quando l’estrusore della stampante 3D deposita una quantità eccessiva di materiale, provocando sbavature e rigonfiamenti ai bordi delle parti stampate. Inoltre, i singoli strati possono presentare spessori diversi, con il risultato di superfici non uniformi e poco gradevoli. Con il tempo, questo flusso eccessivo di materiale può persino causare l’intasamento dell’ugello. Nelle sezioni seguenti esamineremo le cause della sovraestrusione e forniremo le possibili soluzioni per evitare questo errore nelle stampe future.
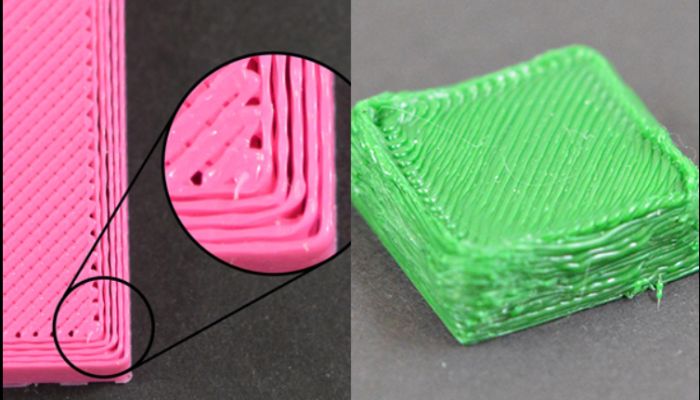
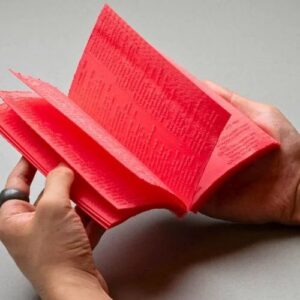
La sovraestrusione si manifesta con bordi troppo spessi e una mancanza di precisione e di dettagli (foto: Creality)
Nella maggior parte dei casi, la sovraestrusione può essere attribuita a una temperatura di stampa eccessiva. Quando la temperatura impostata sulla stampante 3D è troppo alta, il filamento si scioglie troppo rapidamente e l’estrusore perde il controllo della portata. Di conseguenza, le impostazioni di temperatura più elevate producono un materiale più fluido per l’estrusione. In questi casi, la ventola di raffreddamento non riesce a raffreddare rapidamente il filamento, causando un flusso incontrollato ed eccessivo di materiale attraverso l’ugello. Un altro fattore che contribuisce alla sovraestrusione è il diametro del filamento utilizzato. Se il filamento ha un diametro inferiore a quello dell’ugello, può passare troppo velocemente, causando una sovraestrusione. Analogamente, anche un’impostazione errata del diametro del filamento nel software di slicing può portare a sovraestrusione. Infine, una calibrazione non corretta della portata di estrusione (impostazione Moltiplicatore Estrusione nello slicer) può contribuire alla sovraestrusione.
La portata rappresenta la quantità di filamento estruso al secondo e viene determinata in base a fattori quali la velocità di stampa, le dimensioni dell’ugello e l’altezza dello strato. Quando la portata è troppo alta, il filamento viene spinto in eccesso attraverso l’ugello, con conseguente sovraestrusione. Ora che si conoscono le possibili cause di questo errore di stampa 3D, esploriamo le opzioni disponibili per risolverlo.
Software
Riduzione della temperatura di stampa per prevenire la sovraestrusione
Per risolvere il problema della sovraestrusione, si consiglia di analizzare la temperatura di stampa e, se necessario, ridurla. È importante notare che la temperatura di stampa ottimale può variare a seconda del tipo di filamento utilizzato. Ad esempio, quando si stampa con il PLA la temperatura dovrebbe essere compresa tra 190°C e 220°C, mentre l’ABS può essere stampato in un intervallo di temperatur compreso tra 230°C e 260°C, il PETG invece richiede generalmente temperature comprese tra 210°C e 250°C. È consigliabile ridurre gradualmente la temperatura di stampa di 5°C per volta, assicurandosi di non abbassarla eccessivamente, poiché ciò potrebbe portare a una sottoestrusione, con conseguente flusso di materiale insufficiente.
Sovraestrusione e calibrazione del diametro del filamento
Un altro approccio consiste nel calibrare la portata in base al diametro esatto del filamento. La maggior parte dei filamenti disponibili sul mercato ha dimensioni standard di 1,75 mm, 2,85 mm o 3 mm. È importante assicurarsi di aver impostato con precisione le dimensioni del filamento nelle impostazioni di stampa. Sebbene l’indicazione delle specifiche del produttore sia di solito sufficiente, se i problemi persistono, può essere utile verificare manualmente il diametro del filamento a causa di possibili deviazioni minime nelle specifiche. Utilizzando un calibro digitale, è possibile misurare il diametro in cinque punti diversi e calcolare il valore medio. Questo valore misurato deve essere inserito nelle impostazioni del filamento (o nei parametri della macchina) nel software di slicing. È possibile che il diametro misurato differisca leggermente dalle specifiche del produttore. Ad esempio, un filamento etichettato come 2,85 mm può avere un diametro di 2,84 mm, il che può influire sulla portata.

Crediti: Ultimaker Community
Regolazione del Moltiplicatore Estrusione (Portata/Flow Rate)
L’impostazione Moltiplicatore Estrusione controlla la portata del filamento durante la stampa. In genere, il valore predefinito del moltiplicatore di estrusione è impostato al 100%. Tuttavia, per risolvere il problema dell’estrusione eccessiva, è possibile ridurre gradualmente questo valore con incrementi dal 2,5% al 5%. È importante testare e valutare l’impatto di ciascuna regolazione mediante stampe di prova.
In alternativa, esiste un metodo più preciso per determinare la regolazione appropriata del moltiplicatore di estrusione. Iniziate misurando e segnando 120 mm dalla parte superiore dell’estrusore lungo il filamento. Quindi, istruire la stampante 3D a estrudere 100 mm di filamento. Dopo l’estrusione, misurate il filamento rimanente dalla cima dell’estrusore alla linea segnata. Se, ad esempio, si scopre che sono stati estrusi 104 mm di filamento, è possibile ridurre la portata del 4%.
Vale la pena notare che il valore del Moltiplicatore Estrusione consigliato può variare a seconda dei materiali. Ad esempio, Simplify3D, un popolare software di slicer, suggerisce di utilizzare un moltiplicatore di estrusione di 0,9 (90%) per il PLA, mentre per l’ABS si consiglia di attenersi a un valore di 1,0 (100%).
Hardware
Cura degli ugelli
È fondamentale mantenere sempre un ugello pulito e non danneggiato. Controllare regolarmente che l’ugello non presenti segni di usura, in particolare quando si lavora con materiali abrasivi come filamenti contenenti particelle di legno, metallo o fibra di carbonio. Con il tempo, l’ugello può subire un’usura che ne aumenta il diametro. Se si nota tale usura, è importante sostituire l’ugello per garantire risultati di stampa ottimali.

Confronto tra il diametro di un ugello usurato (a destra) e uno nuovo (a sinistra). (Crediti fotografici: Stack Exchange)
Ora che sei a conoscenza delle cause della sovraestrusione, hai acquisito preziose indicazioni su come affrontare questo problema nelle parti stampate in 3D. Implementando alcune strategie chiave, è possibile contrastare efficacemente la sovraestrusione nelle stampe future. Queste strategie sono la riduzione della temperatura di stampa, la calibrazione accurata del diametro del filamento, la regolazione del moltiplicatore di estrusione e la corretta manutenzione dell’ugello. Applicando con attenzione queste misure, è possibile garantire risultati di stampa migliori e ridurre al minimo il verificarsi di sovraestrusioni.
Conoscevi il fenomeno della sovraestrusione nella stampa 3D? Faccelo sapere lasciando un commento sui nostri canali social Facebook, Linkedin e YouTube! Non dimenticare di iscriverti alla nostra Newsletter per ricevere tutte le notizie dall’evento direttamente nella tua casella di posta!
*Crediti per tutte le foto: AB3D