Cosa sono le ritrazioni e quali tipi di spostamenti esistono nella stampa 3D FDM?

Nella produzione additiva è molto importante programmare con attenzione il modo in cui si vuole creare il pezzo nel software di modellazione che si intende utilizzare. Una volta deciso il progetto da realizzare, il passo successivo e importante nella creazione è assicurarsi che tutto funzioni correttamente, configurando e regolando i parametri di stampa. Queste configurazioni verranno eseguite nello slicer che stiamo utilizzando. Grazie ad esse potremo evitare alcuni problemi di stampa 3D. Alcuni slicer popolari per la tecnologia FDM sono Cura (di UltiMaker) o l’omonimo slicer di Prusa.
Quando ci troviamo di fronte a un processo di stampa 3D basato sulla tecnologia FDM, o Fused Deposition Modeling, dobbiamo tenere conto delle possibilità che abbiamo quando muoviamo la testa nell’area di stampa, sia per evitare errori che per sfruttare al meglio i nostri processi. Di seguito vi spiegheremo come è possibile farlo con l’uso delle retrazioni e quali tipi di spostamenti esistono in questa tecnologia.
Cosa sono le ritrazioni?
La ritrazione o retrazione è un movimento della produzione additiva utilizzato negli spazi di stampa in cui la stampante deve spostarsi tra due parti già stampate. È un processo completamente opposto all’estrusione. Questo spostamento consiste nel ritrarre il filamento per evitare che il materiale coli durante i movimenti e gli spostamenti effettuati dall’estrusore sotto vuoto durante il processo, riducendo così la pressione all’interno dell’ugello. Se la ritrazione non viene applicata, il materiale estruso può rimanere sospeso tra i pezzi.
I parametri che configurano la ritrazione sono la distanza di ritrazione stessa, che varia a seconda del materiale e del tipo di sistema di estrusione scelto, soprattutto se si intende utilizzare il bowden o l’azionamento diretto. Se utilizziamo il bowden avremo movimenti più puliti in quanto il filamento passerà attraverso un tubo chiamato bowden e l’estrusore sarà montato sul telaio della stampante, mentre se scegliamo il direct drive (sistema di estrusione diretta) la retrazione sarà migliore e il risultato più preciso in quanto il filamento spingerà direttamente verso l’ugello.
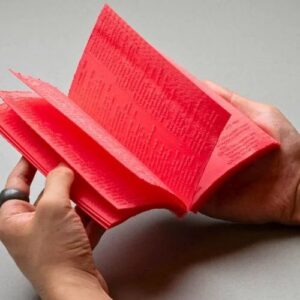
D’altra parte, se si tratta di materiali flessibili, sarà necessario disattivare la retrazione per evitare di perdere il controllo delle stampe a causa del ritardo del movimento. Si dovrà inoltre tenere conto della velocità con cui il motore dell’estrusore ritirerà il filamento. Se si utilizzano velocità elevate, il filamento può segnarsi ed essere inutilizzabile per continuare il processo, ma l’essudazione (uscita del liquido) sarà ridotta al minimo, mentre se si utilizzano velocità basse, si avrà una maggiore probabilità di trasudare, ma si manterrà il materiale al sicuro e il tempo di stampa sarà più breve. Utilizzando il restringimento, possiamo anche evitare lo “stringing“, i sottili filamenti di plastica tra le parti stampate, ottenendo un risultato molto migliore.
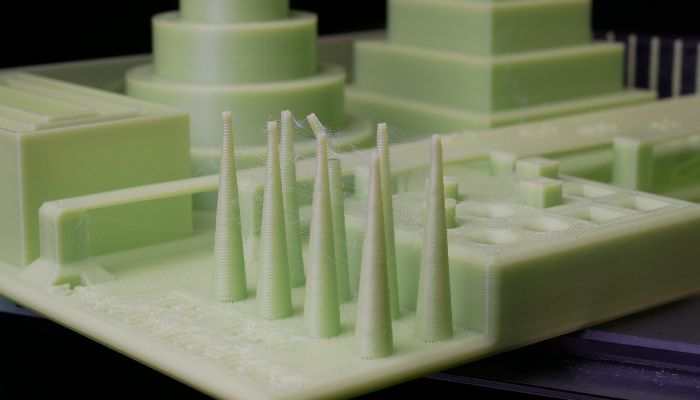
Stringing nella stampa 3D (Credits: 3Dnatives)
Due impostazioni molto utili per la contrazione, che ci portano all’analisi dei tipi di spostamento, sono il margine di contrazione extra e la corsa minima di contrazione. La prima è la quantità extra di materiale che viene estruso dopo una contrazione per compensare il materiale che fuoriesce dopo un movimento di spostamento. Questo è molto interessante per i filamenti flessibili che richiedono una pressione aggiuntiva per la stampa 3D. Il secondo, invece, determina la distanza minima che la testina di stampa deve percorrere prima di iniziare la retrazione e i suoi valori non devono essere troppo alti perché nei tragitti brevi si guadagna tempo se non si esegue la retrazione ed è essenziale non perdere il controllo e la presa di ciò che si sta stampando. Tenendo presente questo, continuiamo a parlare dei tipi di spostamento che esistono nei processi di stampa 3D FDM.
Tipi di spostamenti nella stampa 3D FDM
Per quanto riguarda i tipi di spostamento, vi indichiamo i 3 tipi essenziali da tenere in considerazione. Questi dovranno essere regolati e configurati in base alle condizioni del progetto e al risultato che vogliamo ottenere con la nostra parte stampata in 3D.
Combing Mode
La modalità Cobing Mode è un’impostazione che consente di regolare il modo in cui la testina di stampa si muove tra le aree stampate della parte. La pettinatura controlla il movimento dell’ugello dal punto finale di uno strato al punto iniziale del successivo per ridurre la necessità di ritrazioni, consentendo al filamento di gocciolare all’interno della stampa, dove è meno visibile. Naturalmente, ci sono situazioni in cui non è possibile spostare la stampa fino al punto di inizio dello strato successivo, per cui sarà necessaria una ritrazione; attivando questa modalità, lo slicer sceglierà automaticamente di non ritrarre quando possibile. In questa configurazione ci si concentra sulla risoluzione e sulla previsione di eventuali problemi all’interno del pezzo e, se si verificano problemi all’esterno, si risolvono con le ritrazioni.
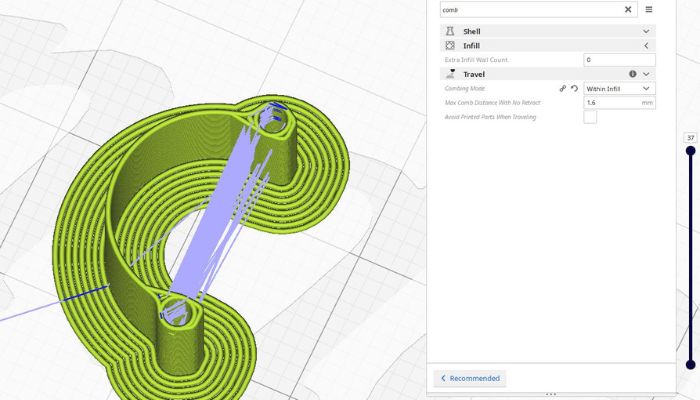
Crediti: UltiMaker
A seconda dell’opzione scelta, si possono ottenere risultati diversi in termini di qualità della stampa e di tempo di stampa. In ogni software i nomi delle opzioni variano, ma in genere nella modalità “All” la testina si muoverà sopra la parte da stampare, con conseguenti tempi di spostamento più lunghi ma, come già detto, riducendo la necessità di ritrazioni. Con l’opzione “Off”, la testina non si sposta il più possibile sulle parti già stampate del modello. Ad esempio, esiste anche l’opzione “No liner”, che significa che la testina eviterà di spostarsi sugli strati superiore e inferiore del pezzo ogni volta che sarà possibile e si sposterà sul pezzo solo durante la stampa del riempimento. Oppure l’opzione “Non sulla superficie esterna”, che assicura che l’ugello non pettini mai gli strati esterni per stampare modelli che necessitano di una parte superiore liscia, mentre alcune striature sulle pareti sono accettabili.
Se si utilizza una stampante a doppia estrusione, si consiglia di utilizzare l’opzione “No liner” per evitare che i colori o i materiali vengano contaminati sul primo e sull’ultimo strato. Se si utilizza un materiale flessibile, si consiglia di utilizzare l’opzione “Tutti” per ridurre il numero di ritrazioni necessarie e garantire una buona qualità di stampa. La riduzione del numero di rientri è importante per evitare che il materiale si strappi o si aggrovigli durante la stampa.
Evitare che le parti stampate si spostino
Se si attiva l’opzione “Evita parti stampate quando si spostano”, la testina di stampa si sposterà intorno alle parti già stampate invece di passarci sopra. In questo modo si evita che l’ugello entri in contatto con le parti già stampate, causando difetti superficiali o mescolanze indesiderate di materiali. Tuttavia, questa opzione può essere utilizzata solo se prima è stata attivata l’impostazione “modalità di pettinatura”. In generale, l’utilizzo di entrambe le impostazioni può contribuire a migliorare la qualità di stampa e a ridurre i problemi sulla superficie del pezzo. Inoltre, è possibile prevenire eventuali movimenti indesiderati che possono portare a possibili errori come deformazioni, incordature o deformazioni dei pezzi.
Z-hop
Lo “Z-hop” è una tecnica utilizzata insieme alle retrazioni durante la stampa 3D per ridurre o eliminare i residui di materiale che possono rimanere tra la parte e l’ugello. Attivando diversi tipi di Z-hopping, è possibile ottenere stampe molto più pulite e precise.
Quando lo Z-hop è attivato in un processo di stampa 3D, la superficie di stampa si abbassa ogni volta che si effettua una retrazione. Ciò significa che quando la testina di stampa si allontana dalla parte da spostare, la distanza tra la parte e l’ugello aumenterà, evitando così la formazione di residui di materiale all’esterno. Esistono diversi tipi di salti Z che possono essere attivati durante la stampa 3D. Ad esempio, lo Z-hop dopo la torre di spurgo crea uno spazio tra la torre di spurgo e la parte, contribuendo a evitare residui di materiale all’esterno della parte. ILo Z-hop al cambio di strato viene eseguito quando la testina si sposta per realizzare lo strato successivo, riducendo la possibilità di difetti nello strato stampato e di potenziali stringhe tra la torre e il pezzo.
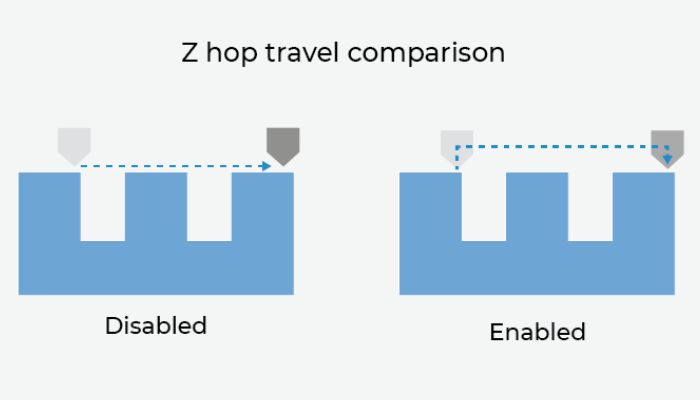
Crediti: BCN3D
Cosa ne pesni di questa guida? Faccelo sapere lasciando un commento sui nostri canali social Facebook, Linkedin e YouTube! Non dimenticare di iscriverti alla nostra Newsletter settimanale per ricevere tutte le notizie sulla stampa 3D direttamente nella casella di posta!