PVA vs HIPS: come scegliere il materiale di supporto giusto

Gli esperti e gli appassionati di stampa 3D lo sanno, se si desidera stampare oggetti complessi con geometrie complesse, forti sporgenze, ponti lunghi e cavità, non si possono evitare le strutture di supporto. Queste non sono necessarie con le tecnologie a letto di polveri polimeriche, poiché la polvere non necessaria sostiene la struttura stampata. Quando si stampa con la tecnologia FFF o con la resina, invece, è necessario pianificare le strutture di supporto in modo che l’oggetto finale si tenga stabile durante la stampa. Nella stampa FFF, in particolare, due materiali frequentemente utilizzati per le strutture di supporto sono il PVA e l’HIPS, che in questo articolo esamineremo più in dettaglio nel loro utilizzo nella stampa 3D ad estrusione di materiale.
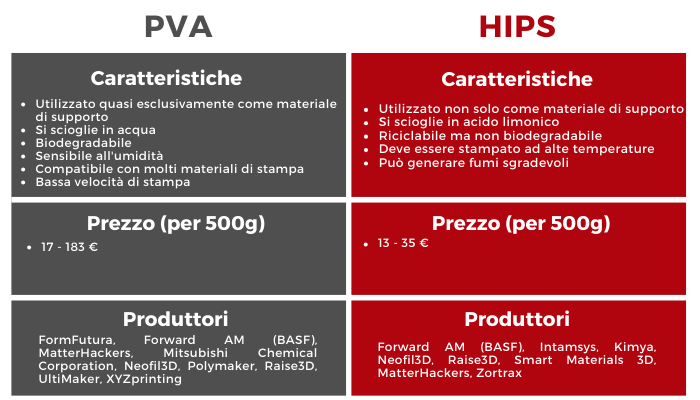
I requisiti per un materiale di supporto sono diversi e quindi la scelta giusta può non essere semplice. Dopo la stampa, i supporti devono essere rimossi il più facilmente possibile e non lasciare tracce sull’oggetto stampato. Nella maggior parte dei casi, si utilizza un materiale diverso da quello utilizzato per l’oggetto stampato. Si consiglia, a questo proposito, di utilizzare un doppio estrusore con le stampanti FFF per evitare la contaminazione dei materiali e ridurre i tempi di stampa. Fortunatamente, sul mercato dei filamenti si possono trovare materiali speciali adatti o addirittura dedicati alla stampa di strutture di supporto. In questo articolo ne analizziamo due e confrontiamo PVA e HIPS per quanto riguarda le loro caratteristiche, le proprietà di stampa e le applicazioni. Il PVA è un materiale utilizzato principalmente come supporto solubile nella stampa 3D FFF, mentre l’HIPS viene utilizzato sia come materiale di supporto che come materiale di stampa per produrre parti finali. Qui ci concentreremo principalmente sul suo utilizzo come materiale per strutture di supporto.

Un oggetto complesso stampato in 3D con supporti in PVA. (Immagine: Zortrax)
Le proprietà di PVA e HIPS
Sia il PVA che l’HIPS sono polimeri termoplastici. PVA sta per alcool polivinilico e si forma dall’idrolisi alcalina o saponificazione dell’acetato di polivinile (PVAC) da parte di composti chimici che vengono scissi dalla reazione con l’acqua. La sua particolarità è che acquista elasticità e flessibilità grazie all’acqua. L’umidità agisce generalmente come plastificante sul PVA, che tende a essere piuttosto fragile e a sciogliersi a seconda del livello di umidità dell’ambiente. La solubilità in acqua dipende dalla composizione del PVA, in particolare dalla saponificazione. A seconda del tipo di PVA, il grado di idrolisi varia tra il 70 e il 100 mol%. Questo grado influenza il punto di fusione e la velocità di dissoluzione del PVA. Se il PVA si scioglie in acqua, può essere semplicemente smaltito. Il PVA è quindi anche molto ecologico.

HIPS utilizzato come struttura di supporto. (Immagine: Zortrax)
L’HIPS (High Impact PolyStyrene) invece, deriva da una miscela di polistirene ad alto impatto e gomma polibutadiene, da cui il nome. Si tratta quindi di un copolimero che combina le proprietà elastiche della gomma con la resistenza del polistirene. A differenza del PVA, sebbene l’HIPS non possa essere dissolto in acqua, può reagire a contatto con alcuni acidi, alcali, solventi organici e sostanze chimiche, che portano alla degradazione del materiale. Il limonene e la benzina ad esempio possono danneggiare e indebolire l’HIPS. Pertanto, quando viene utilizzato come materiale di supporto, è necessario, in fase di post-processing, trattare l’oggetto con il limonene. Molti materiali per la stampa 3D, come il PLA e il PETG, non sono compatibili con l’HIPS perché sono sensibili agli alcali e agli acidi. Al contrario, la combinazione funziona bene con l’ABS, che è resistente agli acidi.

A differenza dell’HIPS, il PVA si scioglie in acqua. (Immagine: XYZ Printing)
Un altro dato importante è che il PVA dovrebbe essere utilizzato solo con materiali con un punto di fusione simile per evitare errori di stampa. Teoricamente, il punto di fusione del PVA è di 230°C. Tuttavia, questo varia a seconda del tipo di PVA. Per le forme completamente idrolizzate, il punto di fusione è più basso, tra i 160 e i 180°C. L’HIPS, invece, ha un punto di fusione di 220°C.
Il PVA e l’HIPS hanno proprietà simili in termini di resistenza alla trazione. La resistenza alla trazione è bassa, circa 22 MPa, quindi i materiali non sono molto flessibili, anche se l’aggiunta di acqua rende il PVA più elastico. Entrambi i materiali sono atossici e inodori, ma la stampa con HIPS può produrre fumi sgradevoli.

Bobina in PVA. (Crediti: ESUN)
Stampa 3D di PVA e HIPS
Conservazione
Per una stampa 3D di successo con il PVA, il filamento deve essere conservato in un luogo a temperatura stabile (idealmente tra 15 e 25°C), al riparo da luce, polvere e umidità. Il PVA è soggetto a muffe e non deve essere utilizzato immediatamente se ha assorbito umidità, altrimenti il pezzo finito potrebbe deformarsi e persino presentare anomalie come fori o bolle. Per evitare questo inconveniente, se il PVA è stato bagnato, deve essere prima asciugato per circa 8-12 ore a una temperatura compresa tra i 50 e gli 80°C. È preferibile conservarlo in un contenitore ermetico. L’HIPS, invece, ha il vantaggio di non assorbire l’umidità, ma è sensibile alla luce ultravioletta.

Il PVA essiccato qui sul piano di stampa. (Immagine: IGO3D)
Processo di stampa
In termini di configurazione, come per molti altri materiali di supporto nella stampa 3D, è consigliabile non lasciare alcuno spazio tra la parte del supporto a contatto con il pezzo finito e il pezzo stesso. Ciò garantirà la migliore finitura superficiale possibile, senza trasudamenti o altre anomalie. Poiché i supporti si dissolvono, la loro adesione al pezzo durante il processo di stampa non costituisce un problema.
Per una buona adesione dell’HIPS al piano di stampa, si consigliano soluzioni come colla o nastro adesivo. A questo scopo si può utilizzare anche una preparazione a base di ABS e acetone. Per il PVA, l’ideale è il nastro adesivo.

Per far aderire meglio l’HIPS al piano di stampa, si può ricorrere alla colla. (Immagine: Makerbot)
Per ottenere buoni risultati di stampa con il PVA, il piano di stampa deve essere preriscaldato a una temperatura compresa tra 45 e 60°C e l’estrusore a una temperatura compresa tra 185 e 200°C. L’HIPS, invece, richiede temperature più elevate: tra 100 e 115°C per il piano e tra 230 e 245°C per l’estrusore. Poiché è preferibile utilizzare un materiale di supporto con la stessa temperatura di fusione del materiale dell’oggetto stampato, il PVA e l’HIPS non vengono utilizzati come supporti per gli stessi materiali. Ad esempio, il PVA viene utilizzato preferibilmente con PLA, TPLA, PETG e CPE, mentre l’HIPS viene utilizzato principalmente con l’ABS.
Per una stampa PVA ottimale, si consiglia di utilizzare un “Anti ooze shield”, ovvero una protezione che evita perdite di materiale fuso che potrebbe danneggiare il pezzo. Infatti, quando un ugello non viene utilizzato ma continua a riscaldarsi, il filamento in esso contenuto rischia di fuoriuscire e persino di intasare l’ugello. Inoltre, nel caso del PVA è consigliabile l’uso di una ventola per raffreddare le parti, in quanto consente alla plastica di solidificarsi più rapidamente e quindi contribuisce a ridurre la filatura e a migliorare la qualità del pezzo stampato. Al contrario, l’uso di una ventola di raffreddamento non è essenziale per l’HIPS.
Quando si stampa con HIPS, si consiglia di utilizzare una camera chiusa per limitare la differenza di temperatura tra l’oggetto stampato e l’aria circostante. In questo modo si eviteranno problemi di stampa frequenti come piegature, deformazioni (warping) o delaminazioni causate da variazioni troppo repentine della temperatura. È inoltre consigliabile disporre di un sistema di ventilazione efficiente e di un filtro dell’aria HEPA e proteggere le vie respiratorie, poiché la stampa di HIPS, a differenza della stampa di PVA, può generare fumi sgradevoli come lo stirene.
La velocità di stampa consigliata per il PVA è di circa 30 mm/secondo, inferiore a quella della maggior parte degli altri materiali a causa della sua fragilità. La velocità di stampa dell’HIPS, invece, è compresa tra 40 e 80 mm/secondo. Entrambi i filamenti sono abbastanza facili da stampare se le stampanti sono configurate correttamente.
Proprio come l’ABS, l’HIPS tende a deformarsi sotto pressione. (Immagine: Sculpteo)
Post-processing
Il post-processing del PVA è molto semplice. È sufficiente immergere il pezzo in acqua per un’ora o due, finché il supporto non si scioglie. L’acqua può essere smaltita nello scarico, poiché si tratta di un materiale biodegradabile.
Il post-processing dell’HIPS è più delicato. Si consiglia di iniziare a rimuovere le parti più grandi a mano. Le parti rimanenti vengono sciolte con un solvente chimico come l’acido limonico. Questa tecnica consente di risparmiare sul solvente, poiché un litro costa circa 30 euro. Durante il processo di dissoluzione è necessario proteggere sempre gli occhi.

Se si utilizza l’HIPS come materiale di supporto, è opportuno tagliare le parti più grandi prima di lavorare il pezzo con il limonene. (Immagine: MatterHackers)
Applicazioni di PVA e HIPS
Come abbiamo visto in precedenza, il PVA e l’HIPS sono utilizzati per creare supporti quando si stampa in 3D con altri materiali. Il PVA può essere comunque anche utilizzato per realizzare prototipi e stampi. L’industria del design utilizza il PVA, ad esempio, anche per creare oggetti decorativi.
L’HIPS, che è leggero e resistente agli urti, può essere stampato in un’ampia varietà di forme e colori, viene utilizzato anche per realizzare parti finite come giocattoli e articoli per bambini. È altrettanto popolare nell’industria automobilistica per la produzione di parti interne come i componenti dei cruscotti. L’HIPS è utilizzato anche per produrre alloggiamenti per apparecchiature elettriche ed elettroniche. Infine, viene utilizzato per creare imballaggi, in particolare nei settori alimentare (ad esempio nei contenitori a conchiglia per la conservazione degli alimenti) e cosmetico.

L’HIPS viene anche utilizzato come materiale da imballaggio. (Immagine: Plastics Technology)
Produttori e prezzi
Il filamento PVA è disponibile sul mercato in spessori di 1,75 e 2,85 mm. Prima di acquistare il filamento, bisogna verificare che lo spessore corrisponda al diametro dell’estrusore della propria stampante 3D. Una bobina di PVA da 500 grammi costa tra i 17 e i 183 euro, anche se il prezzo medio è di oltre 46 euro. Tuttavia, i prezzi dipendono dal produttore. Tra i fornitori di filamenti in PVA figurano Arianeplast, eSUN, FormFutura, Forward AM (BASF), Infinite Material Solutions, INNOVATEFIL, MatterHackers, Mitsubishi Chemical Corporation, Neofil3D, Polymaker, PrimaCreator, Raise3D, RS PRO, UltiMaker, XYZprinting.
L’HIPS è molto meno costoso del PVA: una bobina di filamento viene venduta a un prezzo compreso tra 13 e 35 euro. Tra i produttori più noti figurano Arianeplast, eSUN, Forward AM (BASF), Intamsys, Kimya, Nanovia, Neofil3D, Raise3D, RS PRO, Smart Materials 3D, MatterHackers e Zortrax. Si noti che i filamenti HIPS non hanno sempre la stessa formula, quindi è necessario prestare molta attenzione. Alcuni includono additivi che facilitano il processo di stampa ma possono rendere difficile la rimozione del substrato dopo la stampa.
Utilizzi già uno dei due materiali di supporto? Hai esperienza nella stampa 3D di PVA o HIPS? Condividi la tua opinione sui nostri social Facebook e LinkedIn. Trovi tutti i nostri video sul nostro canale YouTube! Non dimenticare di iscriverti alla nostra Newsletter settimanale per ricevere tutte le notizie sulla stampa 3D direttamente nella casella di posta!