Cosa sono blob e zit nella stampa 3D e come si possono evitare?

La stampa 3D, come qualsiasi processo di produzione, ha i suoi vantaggi e svantaggi e necessita che vengano rispettati una serie di vincoli per ottenere un modello ottimale. In effetti, non è raro incontrare degli ostacoli quando si creano parti e strutture di varia complessità. Alcuni esempi di problematiche legate alla stampa sono la sovraestrusione, il warping e l’effetto Elephant Foot, detto anche zampa d’elefante. Questa volta, vorremmo parlarti del fenomeno dei blob e degli zit che possono comprarire sulle tue parti realizzate con la stampa 3D. Generalmente i blob sono difetti di grandi dimensioni mentre gli zit sono imperfezioni di minore portata. Si tratta di piccole macchie o goccioline di filamento che possono formarsi sulla superficie degli oggetti creati con la tecnologia FDM/FFF. Di solito compaiono nel punto in cui l’estrusore ha iniziato a estrudere il materiale e vi ritorna poi dopo la stampa, livello dopo livello. Durante il processo di creazione, queste escrescenze diventano visibili e si mostrano come un difetto sulla superficie dell’oggetto.
Ci sono molte ragioni per cui blob e zit, letteralmente traducibili come “macchie”, “brufoli” o “bolle”, compaiono durante la stampa 3D FDM, ad esempio a causa delle ritrazioni. Il processo in questione consiste nel retrarre il filamento per prevenire colature indesiderate durante i movimenti dell’estrusore in fase di stampa, riducendo così la pressione interna all’ugello. Tuttavia, una retrazione eccessiva, insufficiente, troppo lenta o troppo frequente può causare difetti di stampa. In questa guida, analizzeremo le cause principali della formazione di blob e zit nella stampa 3D e i metodi più efficaci per risolvere il problema.

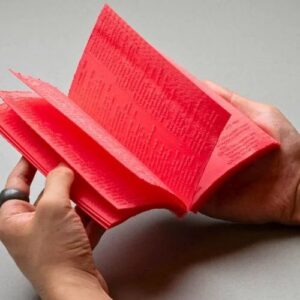
I blob e gli zit appaiono come piccole goccioline di filamento sulla superficie delle parti stampate in 3D (crediti foto: Chris Cecil).
Anche la temperatura e la velocità con cui si muove l’ugello possono contribuire alla formazione di blob e zit. Una temperatura troppo elevata aumenta la viscosità del materiale e può causare l’uscita incontrollata di grandi quantità di filamento dall’ugello. Anche una velocità di stampa troppo elevata o che cambia frequentemente può permettere l’insorgenza di difetti di stampa sulla superficie. In aggiunta, un raffreddamento non adeguato dei vari strati di materiale può essere alla base di queste imperfezioni, perché il materiale può scivolare e causare delle irregolarità. Ora che conosciamo le cause, diamo un’occhiata alle possibili soluzioni a questo problema.
Calibrazione dell’estrusore per evitare i blob durante la stampa 3D
Come accennato in precedenza, un’estrusione scadente può portare alla formazione di blob e zit durante il processo di stampa 3D. Ecco perché è necessario prima calibrare correttamente l’estrusore. Questo può essere fatto con la calibrazione E-Step, un parametro nel firmware della stampante 3D che determina il numero di passaggi che l’estrusore deve compiere per estrudere un millimetro di filamento. Se calibrato correttamente, verrà estrusa la lunghezza esatta del filamento richiesta.
In caso questo accorgimento non bastasse o se la larghezza del filamento non dovesse essere conforme alle specifiche, il controllo e la successiva regolazione della portata potrebbe essere un modo per risolvere il problema. La calibrazione della portata permette che la quantità di filamento estruso sia ottimale, impedendo così che troppo materiale fuoriesca dall’ugello e arginando la formazione di blob e zit. Bisogna assicurarsi inoltre che l’ugello della stampante 3D sia pulito e libero da ostruzioni, poiché ciò può portare a un’estrusione insufficiente e irregolare, causando imperfezioni sulla superficie delle parti stampate.
Regolazione della retrazione
La modifica dei parametri di contrazione viene utilizzata per ritrarre il filamento dalla punta dell’estrusore. Ciò impedisce al materiale di fuoriuscire involontariamente a causa della pressione accumulatasi nell’ugello. La retrazione è una funzione utile che aiuta a prevenire la formazione di fili. Tuttavia, una calibrazione errata della velocità, sia della distanza che della frequenza della retrazione, può causare la formazione di grumi durante il processo di stampa.
La velocità di retrazione determina la rapidità con cui il filamento deve essere retratto e reinserito attraverso l’ugello ancora caldo. Se questa velocità non è adeguata, il filamento non può essere ritirato dall’ugello in tempo e il materiale fuoriesce, causando la formazione di blob e zit. Per evitare ciò, bisogna aumentare la velocità di restringimento di circa il 25%.
Un altro parametro che può impedire la formazione di blob e zit durante la stampa 3D è la distanza di restringimento che controlla la quantità di filamento che deve essere ristretta a ogni retrazione. Se questa distanza è troppo grande, si creerà uno spazio tra l’ugello e il filamento, che permetterà il passaggio dell’aria nell’ugello e farà comparire i blob e gli zit. D’altra parte, se lo spazio è troppo piccolo, la quantità di filamento ristretto sarà insufficiente e il materiale in eccesso potrebbe essere espulso dall’ugello, causando delle irregolarità. Per trovare l’impostazione di retrazione ottimale, si dovrebbe incominciare a calibrare la distanza di retrazione con un aumento lento e graduale.
Infine, nel caso in cui dovessero comparire ancora dei difetti di stampa, si dovrebbe provare a ridurre gradualmente la distanza fino a trovare la misura ideale. Potrebbe anche essere utile evitare completamente le retrazioni o almeno ridurne la frequenza. Per fare ciò, bisogna attivare o aumentare la distanza di restringimento minima sullo slicer. La distanza di retrazione minima è la distanza più breve che l’ugello può percorrere prima che venga consentita una retrazione. Ciò ridurrà la frequenza delle retrazioni e quindi la comparsa di blob e zit.
.
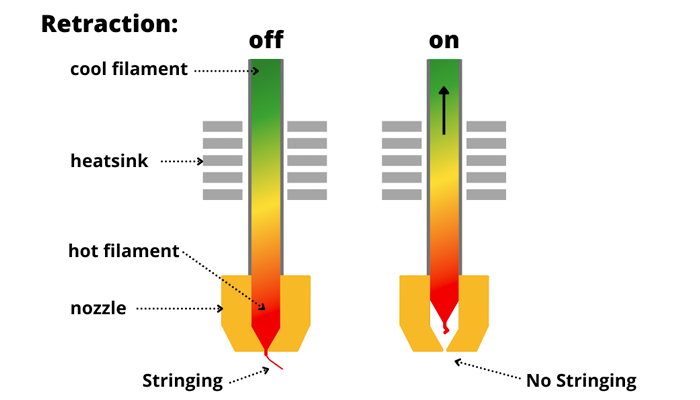
(Crediti per la foto: The 3D Printer Bee)
Riduzione di temperatura e velocità
Se la temperatura di stampa è troppo alta la viscosità del materiale aumenterà, rendendolo troppo fluido e potenzialmente incontrollabile. Bisognerebbe prima abbassare la temperatura di 5-10 °C, tenendo presente che la temperatura di stampa consigliata può variare da un filamento all’altro. Mentre l’ABS dovrebbe essere stampato a temperature più elevate (da 230 a 260 °C), il PETG necessita di essere stampato tra 210 e 250 °C e il PLA a una temperatura più bassa, tra 190 e 220 °C.
Bisogna assicurarsi che la velocità di stampa non sia troppo elevata, perché ciò potrebbe influire negativamente sulla qualità e la precisione del modello stampato. I diversi strati di materiale non avranno il tempo di depositarsi completamente, creando conseguenti superfici irregolari e non uniformi. Bisogna quindi ridurre la velocità tra 5 e 10 mm/s e trovare gradualmente il valore di stampa ottimale.
Oltre a ridurre la temperatura e la velocità di stampa, si può anche regolare la ventilazione o il raffreddamento della stampante per combattere la formazione di blob e zit. È anche possibile aumentare la velocità della ventola dello slicer con incrementi del 10% fino a quando non si nota una riduzione dei difetti di stampa.
Attivazione del coasting per ridurre i blob durante la stampa 3D
Alcuni slicer, come Cura, PrusaSlicer o Simplify3D, dispongono di una funzione di coasting che può aiutare a prevenire la formazione di blob e zit. Come accennato, si crea una pressione all’estremità dell’estrusore che fa sì che il filamento scorra attraverso l’ugello, anche quando smette di muoversi. Se ciò accade, questa funzione può aiutare. Questo parametro prevede la pressione che verrà esercitata nell’hotend e interrompe il flusso di materiale appena prima della fine di una stampa per evitare la formazione di blob e zit. Bisogna attivare il coasting nel software di slicing.
Ora che sai cosa causa le imperfezioni di stampa e quali accorgimenti prendere per evitare blob e zit, godendoti un futuro di superfici lisce e piatte per i tuoi modelli 3D.
Hai già auto a che fare con i blob e gli zit nella stampa 3D? Condividi la tua opinione sui nostri social Facebook e LinkedIn. Trovi tutti i nostri video sul nostro canale YouTube! Non dimenticare di iscriverti alla nostra Newsletter settimanale per ricevere tutte le notizie sulla stampa 3D direttamente nella casella di posta!
*Crediti per la foto di copertina: re3D