¿Cómo se produce el «warping» en la impresión 3D y qué puedes hacer al respecto?
Si te dedicas a la fabricación aditiva, probablemente te hayas encontrado con algunos problemas de impresión. Ya hemos analizado el efecto ghosting y el encordado, para buscar soluciones a ambos, pero hoy venimos a hablar de otro aspecto importante. Si utilizas la tecnología FDM con filamentos plásticos, es posible que te hayas encontrado con el llamado alabeo. Más conocido como warping, se trata de un defecto de fabricación por deformación de la pieza. En la impresión 3D, se entiende como un levantamiento de la pieza por su desadhesión a la bandeja de impresión. La curvatura de cada una de las capas puede ser tan pronunciada que la parte del modelo que se curva hacia arriba se desprende del lecho de impresión durante el proceso de fabricación. Pero, ¿por qué se produce este fenómeno y cómo podría evitarse para futuras impresiones? Te explicamos todo en detalle a continuación.
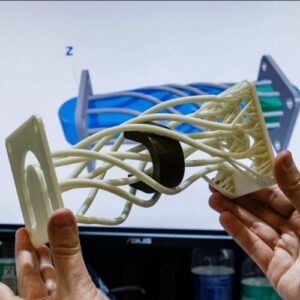
En primer lugar, responderemos a la pregunta: ¿por qué se produce? La respuesta está en el fondo muy relacionada con la temperatura. Como tal, puede producirse en cualquier pieza, pero especialmente en las fabricadas con materiales que requieren alta temperatura. Las piezas extremadamente grandes o largas fabricadas con dichos materiales también pueden correr un riesgo especial debido a que el control de la temperatura puede ser más difícil. Esto se debe a que el plástico utilizado tiende a encogerse después de enfriarse. Si se utiliza, por ejemplo, ABS a una temperatura de impresión de más de 200 °C y luego se deja enfriar a temperatura ambiente, hay que contar con una reducción de casi el 1,5 % y, en función del tamaño de la pieza, incluso más. Además, como el efecto de curvatura comienza en las primeras capas, se prolonga a lo largo de toda la impresión hasta que finalmente se deforma casi por completo. Explicado físicamente, cuando el material se calienta, los termoplásticos se vuelven líquidos al tiempo que se expanden. Cuando posteriormente vuelven a enfriarse (a temperatura ambiente, por ejemplo), también se contraen de nuevo, por lo que se produce otro movimiento. Y es precisamente durante este movimiento en el plástico ya extruido donde radica la razón del warping en la impresión 3D. La capa ya más fría se contrae y arrastra consigo las capas aún calientes, lo que al final provoca la deformación del material.

Créditos: Two Trees
Formas de evitar el warping en la impresión 3D
Como ocurre con muchos procesos de impresión en 3D, el ajuste correcto de la temperatura es esencial. Sin embargo, en este caso no sólo se refiere a la del filamento calentado, sino que también consta de otros aspectos. Algunas impresoras 3D vienen equipadas con una bandeja de impresión precalentada. Esto proporciona más adherencia y hace que la pieza impresa en 3D tenga menos posibilidades de soltarse y curvarse. También es conveniente controlar la temperatura del ambiente. Como hemos mencionado, el enfriamiento extremo a temperatura ambiente es un factor que puede provocar deformaciones en las piezas impresas. Se deben mantener las ventanas y puertas cerradas, así como evitar corrientes directas de aire que afecten a la impresora 3D. Otra recomendación es adaptar la refrigeración dentro de la cámara de fabricación. Así, durante las primeras capas el ventilador dirigido al modelo estará apagado o al menos funcionará con una potencia mínima. Esto puede dar lugar a una unión más fuerte a la bandeja de impresión.
Para evitar el warping, hay que tener en cuenta la velocidad de impresión, así que no dudes en reducirla si fuera necesario. Además, la temperatura de la boquilla de extrusión también debe ajustarse en consecuencia. Hablando de posibilidades de ajuste, existen varias opciones para comprobar que la boquilla funciona correctamente y que la adherencia a la bandeja es adecuada. En este caso existen las técnicas llamadas de Raft, Brim y Skirt. Pero, ¿cuáles son las diferencias entre estas tres opciones?
La balsa o «Raft» consiste en colocar varias capas sucesivas de material en la bandeja antes de iniciar la impresión propiamente dicha. A continuación, la pieza se imprimirá en esta balsa, que, por supuesto, habrá que retirar al final. Como la balsa se coloca debajo de la propia pieza, ésta será mucho menos propensa al alabeo. El «Brim» es muy similar a la técnica anterior. Consiste en crear una capa alrededor del objeto impreso, siendo expansión de la capa inicial de la pieza impresa en 3D. Por lo tanto, este borde es mucho más fino y tendrá menos influencia en la adherencia del objeto final a la bandeja. Sin embargo, sigue siendo interesante porque utiliza menos material que el raft y, lógicamente, imprime más rápido. Por último, la tercera opción es el faldón o «Skirt«. Se trata de rodear el modelo con un contorno impreso en 3D. Esto permite calibrar la boquilla y ventilar el extrusor correctamente. Aquí puedes elegir la altura del bode y la distancia entre éste y la pieza a imprimir.

Créditos: Simplify3D
La correcta nivelación de la bandeja de impresión
Si has explorado las formas anteriores de evitar el warping de tu impresión 3D y aún no has tenido éxito, entonces sigue leyendo para más recomendaciones. A menudo, la deformación del material también está relacionada con una bandeja de impresión incorrectamente nivelada. Así que si notas un efecto de deformación durante las primeras capas de tu impresión, especialmente en las esquinas, no dudes en comprobar la nivelación de la plataforma.
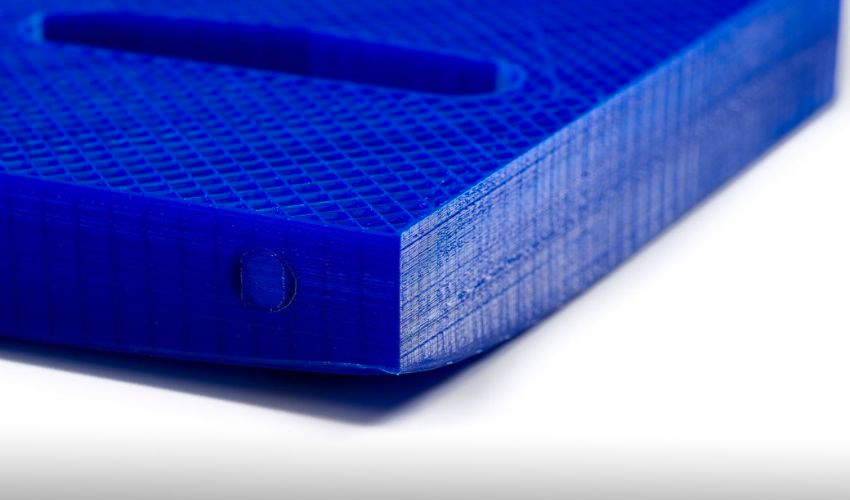
La adhesión óptima de la impresión 3D para evitar la deformación es clave. Y hay un aspecto importante a la hora de evitarlo: el uso de pegamento. Utilizar algún tipo de adhesivo garantizará que tus impresiones no se deformen en las primeras capas. Puedes utilizar barras de pegamento o cola blanca en una capa fina y uniforme sobre la bandeja de impresión. El uso de laca también será adecuado para este propósito. En cualquier caso, te recomendamos que hagas una impresión 3D de prueba antes de utilizar estos productos. Así te asegurarás de que el pegamento funciona bien y, evitarás que dañe la bandeja de impresión cuando intentes retirar las piezas. Después, debes asegurarte de que la cama de impresión esté completamente limpia y libre de todo tipo de restos de la impresión anterior. Una bandeja de impresión contaminada a veces también puede provocar la deformación del material.

El uso de pegamento adhesivo puede ser útil. (Créditos: Makerbot)
Como vemos, hay varias razones por las que se producen deformaciones, y es importante conocer las soluciones a cada una. Si después de estas recomendaciones te sigues encontrando con algún problema, sería interesante cambiar de material de impresión. De lo contrario, en los casos más concretos, se recomienda ponerse en contacto con el fabricante de la impresora 3D.
¿Conocías el efecto warping en la impresión 3D? Deja tus comentarios en nuestras redes sociales: Facebook, LinkedIn y Youtube. Sigue toda la información sobre impresión 3D en nuestra Newsletter semanal.
*Créditos de la foto de portada: Makerbot