Stringing o encordado en la impresión 3D: te contamos cómo solucionarlo
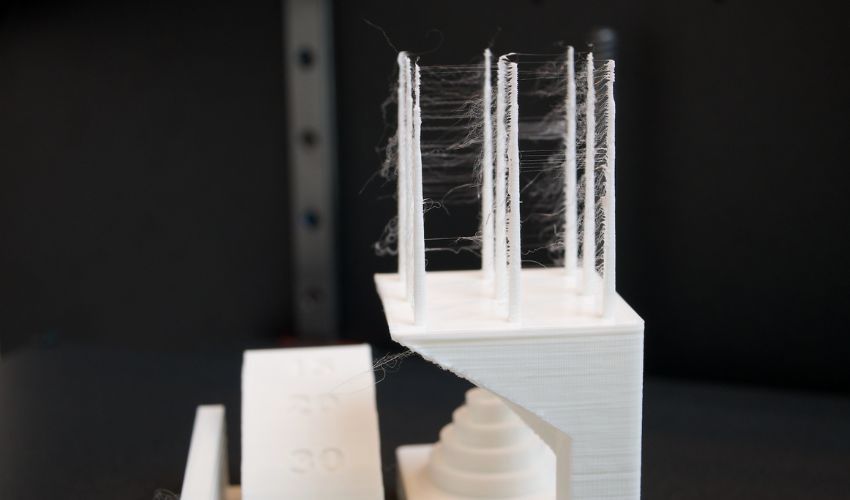
Cualquiera que se dedique a la impresión 3D, sabrá que no siempre se puede estar completamente satisfecho con los resultados. A menudo puede ocurrir que, debido a diferentes circunstancias, la pieza impresa en 3D no cumpla del todo las expectativas y, por tanto, no sea útil. Uno de estos problemas es el llamado encordado o stringing en la impresión 3D. Este problema da lugar a hilos de plástico extremadamente finos e involuntarios, similares a una tela de araña. Se considera uno de los problemas más comunes. Además, no existen aplicaciones mecánicas para eliminar estos hilos, por lo que hay que hacerlo a mano o con calor. El hecho de que estos hilos puedan aparecer en grandes cantidades, dependiendo de la pieza, complica enormemente el proceso de eliminación. Hemos profundizado en el stringing durante la impresión 3D y te explicamos cómo se produce y qué se puede hacer al respecto.
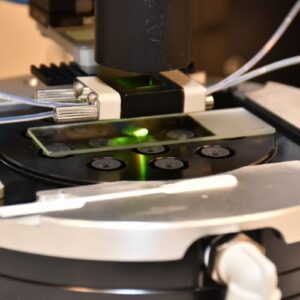
El uso de las impresoras 3D se nutre de innovaciones casi diarias, por lo que a menudo es inevitable que también surjan desafíos relacionados con ello. El stringing se produce básicamente cuando se utilizan filamentos, que luego quedan como finos hilos de filamento en el objeto impreso en 3D. Esto suele ocurrir debido a una configuración incorrecta, de modo que el filamento sigue goteando de la boquilla aunque el extrusor esté a punto de moverse a otro lugar para continuar la impresión 3D FDM. Puedes visualizar el proceso de la siguiente manera: Si alguna vez has utilizado una pistola de pegamento caliente, probablemente habrás notado que incluso después de dejar de apretar la pistola, ésta sigue fabricando más pegamento derretido. Esto se debe a que hay demasiada presión dentro de la pistola. También podemos aplicar esto al efecto del stringing en la impresión 3D: un filamento con un tamaño de 1,75 mm, por ejemplo, y una boquilla con un tamaño de 0,4 mm – aquí también hay una presión que hace que el filamento fluya más fuera de la boquilla y tire de los hilos en consecuencia. En teoría, esto no debería ocurrir, pero hay algunas cosas que puedes hacer para asegurarte de que el filamento fundido sólo se aplica a las partes de la impresión donde realmente quieres que esté.
Créditos de la imagen: 3Dnatives
¿Qué se puede hacer para solucionar el stringing en la impresión 3D?
Para evitar tener que lidiar con el stringing después de la impresión 3D, hay algunas cosas que se pueden ajustar antes de la impresión para evitar finalmente los molestos encordados. Empezando por el punto más obvio: la temperatura. Sabemos que cuanto más se calientan los filamentos, más fluidos son. Y cuanto más líquidos sean, más probabilidades hay de que goteen por la boquilla durante el proceso de impresión. Ahora bien, si la temperatura es demasiado baja, el filamento no puede fundirse lo suficiente, lo que limita todo el proceso de impresión 3D. Así que hay que encontrar el punto medio perfecto que tenga en cuenta tanto las temperaturas recomendadas por el fabricante como el resto de ajustes de impresión. En general, las siguientes temperaturas se aplican a los filamentos más utilizados: PLA – 180-210 °C; ABS – 210-250 °C; PETG – 210-230 °C; PVA – 160-190 °C y TPU – 220-240 °C. Sin embargo, también es aconsejable controlar la situación general del encordado durante la impresión 3D y actuar en consecuencia, reduciendo la temperatura en pequeños incrementos a medida que se produce el encordado.
Otro punto que puede ayudarte a eliminar el stringing durante la impresión 3D es ajustar la velocidad de movimiento. Si partimos de la base de que la velocidad de desplazamiento está ajustada a una velocidad demasiado lenta, es decir, que la boquilla del extrusor necesita demasiado tiempo para ir del punto A al punto B, también puede producirse el encordado. Sin embargo, si cambiamos los ajustes para que el proceso de impresión sea más rápido, el filamento calentado tiene menos tiempo para tirar de los hilos porque la boquilla del extrusor se mueve más rápido. La mejor velocidad de movimiento depende en cierta medida de la propia impresora 3D, pero también hay que tener cuidado de que la velocidad de movimiento no sea demasiado alta y, al mismo tiempo que la temperatura no sea demasiado baja, ya que esto provocaría una subextrusión. De hecho, hay algunos slicers que ofrecen la función de aumentar la velocidad mientras el extrusor se desplaza por las zonas que no se van a imprimir.
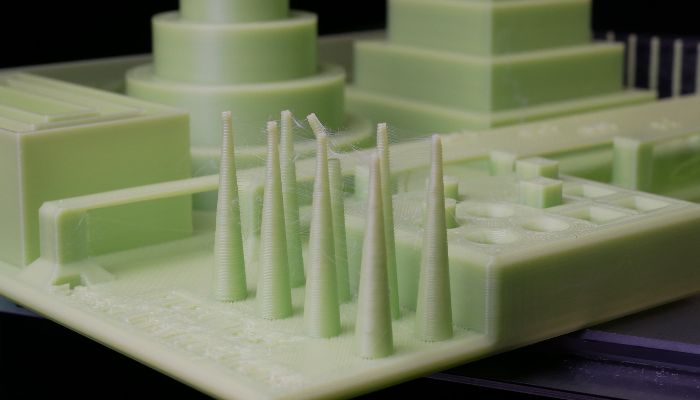
Créditos de la imagen: Prusa
Probablemente el más fácil de usar es el ajuste de retracción, que es indispensable para evitar el encordado o stringing. La retracción activa significa simplemente que cuando el extrusor se encuentra en una trayectoria en la que no hay presión, el filamento se retrae un poco durante este tiempo para que no se produzcan goteos. Cuando el extrusor alcanza el punto en el que debe continuar la impresión en 3D, el filamento vuelve a salir. Retomando el ejemplo de la pistola de pegamento caliente: Imagínese que, en el momento en que se va a interrumpir el proceso de pegado, usted retira la pistola de pegamento con la mano para evitar tirar de los hilos. Probablemente le resulte ventajoso saber que la retracción suele estar ya activada en las laminadoras o slicers.
También con respecto al mantenimiento de la boquilla y del propio filamento, hay algunas cosas que pueden ayudarte. Por un lado, debes asegurarte siempre de que la boquilla de tu impresora 3D esté limpia. Si hay residuos del material en la boquilla, existe un mayor riesgo de que se depositen posteriormente trozos de filamento sobre estos residuos, lo que significa que no se puede realizar una impresión 3D sin obstáculos y se pueden formar hilos. También se debe inspeccionar la boquilla para asegurarse de que no está dañada. En cuanto al filamento, es importante tener en cuenta que esté seco, ya que si se utiliza para imprimir en estado húmedo, las burbujas creadas por la humedad pueden reventar durante el proceso de impresión y salir por la boquilla sin control, lo que puede acabar provocando el stringing.
Ahora que tenemos una visión general de las posibles causas y cómo solucionarlas, sigue siendo importante mencionar cómo puedes deshacerte de los hilos finos de filamento una vez que se han impreso. Dado que, como ya hemos mencionado, no existe una solución automatizada para eliminar los filamentos, lamentablemente no queda más remedio que eliminarlos manualmente. Para ello, dependiendo de la complejidad de la pieza, se recomienda una aproximación cuidadosa con los dedos. Como el hilo es muy fino, también se puede quitar fácilmente con las manos.
¿Has experimentado ya el stringing durante la impresión 3D? Deja tus comentarios en nuestras redes sociales: Facebook, LinkedIn y Youtube. Sigue toda la información sobre impresión 3D en nuestra Newsletter semanal.
*Créditos de la imagen de portada: 3Dnatives