¿Qué es la sobreextrusión y cómo evitar este error de impresión 3D?
La fabricación aditiva hace posible la realización de estructuras complejas y detalladas, y ofrece una excelente libertad de diseño. Según el Reporte Hubs 2023, la tecnología de impresión FDM es el método de impresión 3D más popular debido especialmente a su gran facilidad de uso. Lamentablemente, con este método de fabricación pueden producirse errores durante la impresión que hagan que las piezas resulten imperfectas o incluso inutilizables. Entre algunos de los errores de fabricación más comunes hemos visto el warping y el pie de elefante, pero también el encordado y el ghosting. Hoy hablaremos de otro fallo común en la impresión 3D FDM: la sobreextrusión.
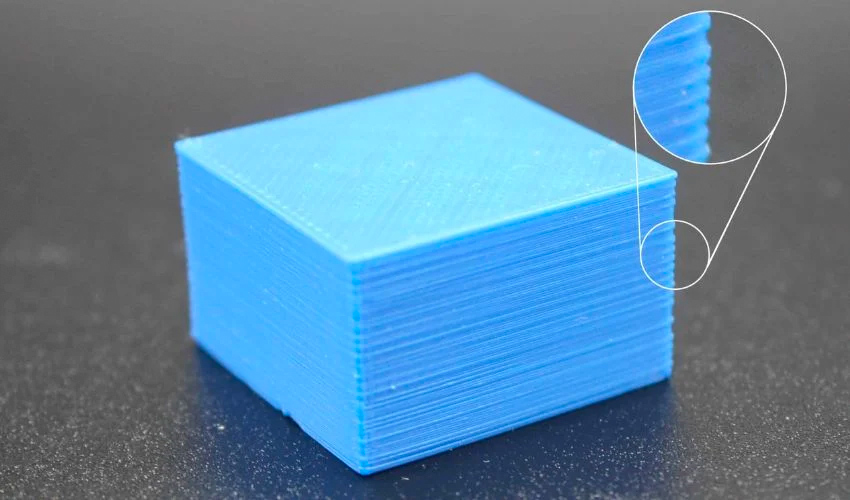
Con la sobreextrusión, el extrusor de la impresora 3D produce demasiado material del necesario y a menudo se puede apreciar en los bordes de las piezas en forma de exceso y desbordamiento de material. Además, las distintas capas tienen grosores diferentes, lo que crea superficies desiguales e imperfectas. A largo plazo, la sobreextrusión también puede provocar la obstrucción de la boquilla. A continuación, examinamos más de cerca las causas del fenómeno y presentamos algunas soluciones para evitar el error en el futuro.
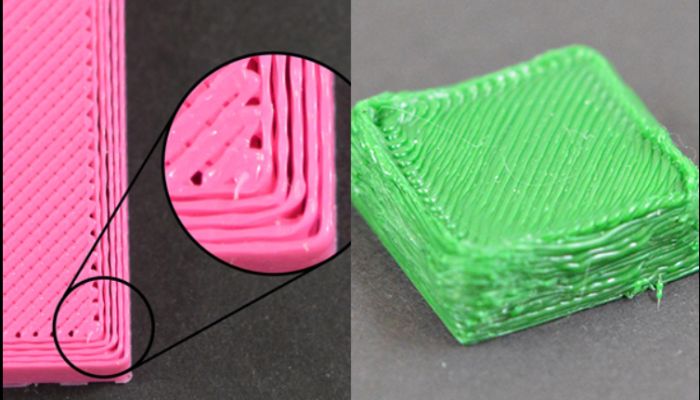
La sobreextrusión en la impresión 3D se manifiesta con zonas desbordadas, donde apreciamos la falta de precisión y detalle. (Créditos: Creality)
En la mayoría de los casos, la sobreextrusión puede atribuirse a una temperatura de impresión demasiado alta. Si el ajuste de temperatura de la impresora 3D es demasiado alto, el filamento se funde demasiado rápido y el extrusor ya no puede controlar el caudal de material. Cuanto más alta sea la temperatura, más líquido será el material extruido y, por tanto, el ventilador no conseguirá enfriar el filamento con la suficiente rapidez. Esto provoca que salga de la matriz de forma descontrolada y en mayores cantidades. Otro factor que favorece la sobreextrusión es el diámetro del filamento. Puede ocurrir que el filamento utilizado tenga un diámetro inferior al de la propia boquilla y, por tanto, sea demasiado estrecho. Esto puede hacer que el filamento fluya a través de la boquilla con demasiada rapidez.
La sobreextrusión también puede ocurrir si los ajustes del diámetro del filamento en el slicer son incorrectos, lo que da lugar a un caudal incorrecto. La calibración incorrecta del caudal (también denominado multiplicador de extrusión en el slicer) puede ser otra causa de este error. El caudal indica la cantidad de filamento que se extruye por segundo y viene determinado por la velocidad de presión, el tamaño de la boquilla y la altura de la capa. Si el caudal es demasiado alto, pasará demasiado filamento por la boquilla y se producirá esta sobreextrusión. Ahora ya conoces las posibles causas del error de impresión 3D. Veamos ahora qué opciones hay para solucionar el error y evitarlo en el futuro.
Soluciones a nivel de software
Reducir la temperatura de impresión
Al principio, puede ser útil comprobar la temperatura de impresión y reducirla si es necesario. Ten en cuenta que la temperatura “óptima” puede variar de un filamento a otro. Utilizando PLA, la temperatura de impresión debe estar entre 190°C y 220°C. Por su parte, el ABS puede imprimirse entre 230°C y 260°C y el PETG entre 210°C y 250°C. Lo mejor es reducir la temperatura de impresión en pasos de 5°C y tener cuidado de no bajar demasiado la temperatura, ya que esto podría provocar una subextrusión, es decir, un flujo de material demasiado escaso.
Calibrar el diámetro del filamento
Otra opción es calibrar el caudal de material con el diámetro exacto del filamento. La mayoría de los filamentos del mercado tienen un tamaño estándar de 1,75 mm, 2,85 mm o 3 mm. Asegúrate de que has configurado el tamaño de filamento correcto en los ajustes de impresión. Normalmente basta con introducir la especificación del fabricante, pero si aún así siguen apareciendo problemas, puede ser útil comprobarlo manualmente, ya que pueden producirse desviaciones mínimas en las especificaciones. Puedes utilizar un calibre digital para determinar el diámetro midiendo en cinco puntos diferentes y calculando finalmente el valor medio. A continuación, introdúcelo en los ajustes del slicer en “Ajustes del filamento” (o parámetros de la máquina). Así podrás notar que el valor medido difiere de la especificación del fabricante, por lo que un filamento de 2,85 mm puede tener un diámetro de 2,84 mm y por lo tanto afectar al flujo.

Créditos: UltiMaker Community
Ajuste del caudal de extrusión
Los ajustes del caudal de extrusión controlan el caudal del filamento. Normalmente, el valor predeterminado del caudal de extrusión es 100%, pero puedes reducirlo en pasos de 2,5 a 5% para contrarrestar la sobreextrusión. Deberías comprobar cualquier cambio de valor con una impresión de prueba. Sin embargo, hay otra forma de determinar con mayor precisión el valor a reducir. Mide 120mm desde la parte superior del extrusor a lo largo de tu filamento y marca este punto. A continuación, configura tu impresora 3D para que extruya 100 mm de filamento y vuelve a medir el filamento desde la parte superior del extrusor hasta la línea marcada. Si ves que se han extruido 104 mm, por ejemplo, puedes reducir el caudal un 4%. Además, el caudal de extrusión puede variar para diferentes materiales. Desde el slicer Simplify3D, por ejemplo, se aconseja utilizar un caudal de extrusión de 0,9 (90%) para PLA y ceñirse a un valor más cercano de 1,0 (100%) para ABS.
Soluciones a nivel de hardware
Mantenimiento de la boquilla
Debes asegurarte siempre de que la boquilla esté limpia e intacta. También debes comprobar regularmente si está desgastada. Esto es especialmente importante si se trabaja con material abrasivo, es decir, filamento que contenga partículas de madera, metal o fibra de carbono. Al usar estos materiales la boquilla de la impresora puede desgastarse con el tiempo, haciendo que el diámetro de la boquilla aumente. Si este es el caso, se debe sustituir la boquilla.

Comparación del diámetro de una boquilla desgastada (derecha) y una nueva (izquierda). (Créditos: Stack Exchange)
Ahora que conoces las causas de la sobreextrusión, ya sabes qué hacer la próxima vez que aparezca en tus procesos de impresión 3D. Si reduces la temperatura de impresión, calibras el diámetro del filamento, ajustas el caudal de extrusión y realizas un mantenimiento adecuado de la boquilla, podrás contrarrestar con éxito la sobreextrusión en el futuro.
¿Qué piensas de los consejos para evitar la sobreextrusión en la impresión 3D? Deja tus comentarios en nuestras redes sociales: Facebook, Twitter, Youtube y RSS. Sigue toda la información sobre impresión 3D en nuestra Newsletter semanal.
*Créditos foto de portada: AB3D