¿Qué son las retracciones y qué tipos de desplazamientos hay en la impresión 3D FDM?

En la fabricación aditiva es muy importante programar con atención de qué manera queremos crear la pieza en el software de modelado que vayamos a utilizar. Una vez hemos decidido el diseño que vamos a llevar a cabo, el siguiente paso importante en nuestra creación es asegurarnos de que todo vaya a funcionar correctamente, configurando y ajustando bien los parámetros de impresión. Estas configuraciones se llevarán a cabo en el slicer que estemos utilizando. Gracias a ellas podremos evitar algunos problemas de impresión 3D. Algunos slicers populares para la tecnología FDM son Cura (de UltiMaker), o el de la compañía Prusa, designado con el mismo nombre.
Cuando nos enfrentamos a un proceso de impresión 3D basado en la tecnología FDM, o deposición de material fundido (Fused Deposition Modeling), tenemos que tener en cuenta las posibilidades que tenemos al desplazar el cabezal en la zona de impresión tanto para evitar errores, como para aprovechar al máximo nuestros procesos. A continuación te contamos cómo puedes hacerlo con el uso de las retracciones así como qué tipos de desplazamientos existen en la impresión 3D.
¿Qué son las retracciones?
Para empezar, primero tenemos que hablar sobre la retracción. Las retracciones son un movimiento en la impresión 3D que se utiliza en los espacios en los que la máquina necesita desplazarse entre dos partes ya creadas. Es completamente el proceso opuesto a la extrusión. Este desplazamiento consiste en retroceder el filamento para evitar que el material gotee durante los movimientos y desplazamientos que realiza el extrusor en vacío durante el proceso, reduciendo así la presión en el interior del nozzle. Si no se aplica la retracción, el material extruido podrá quedar colgando entre las piezas.
Los parámetros que configuran la retracción son la propia distancia que retroceder que varía en función del material y el tipo de sistema de extrusión escogido, sobre todo cuando nos referimos a si vamos a utilizar bowden o direct drive. Si utilizamos bowden tendremos unos movimientos más limpios ya que el filamento atravesará un tubo llamado bowden y la extrusora estará montada en el marco de la impresora, en cambio si optamos por direct drive (sistema de extrusión directo) la retracción será mejor y el resultado será más preciso al estar empujando el filamento directamente hacia el nozzle.
Por otra parte, si estamos hablando de materiales flexibles se necesitará desactivar la retracción para evitar perder el control de nuestras impresiones por el retardo del movimiento. También se tendrá que tener en cuenta la velocidad a la que el motor del extrusor va a hacer retroceder el filamento. Ya que si se utilizan altas velocidades se puede marcar el filamento quedando inservible para continuar con el proceso, pero se minimizará la exudación (salida del líquido).Y si se utilizan bajas velocidades tendrá una mayor probabilidad de rezumar, pero mantendrá el material seguro y el tiempo de impresión será menor. Mediante el uso de la retracción, también podemos evitar el encordado, en inglés stringing, los hilos finos de plástico entre las partes impresas, obteniendo un resultado mucho mejor.
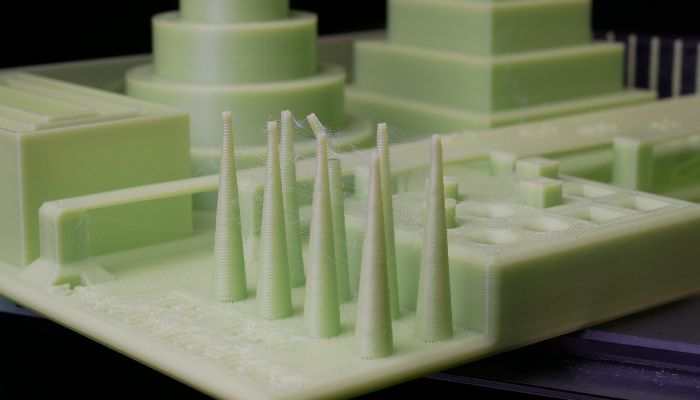
El encordado en la impresión 3D. (Créditos: 3Dnatives)
Dos configuraciones bastante útiles que tenemos para la retracción y que nos llevan a nuestro análisis sobre los tipos de desplazamientos son la cantidad prima extra de retracción y el recorrido mínimo de retracción. La primera, es la cantidad adicional de material que se extruye después de una retracción para compensar el material rezumado después de un movimiento de desplazamiento. Esta es bastante interesante en filamentos flexibles que requieren una presión adicional para imprimir en 3D. El segundo, por su parte, determinará la distancia mínima que deberá recorrer el cabezal de impresión antes de iniciar la retracción y sus valores no deben de ser muy altos ya que en viajes cortos ganas tiempo si no realizas la retracción y es esencial no perder el control y el agarre de lo que estas imprimiendo. Teniendo en cuenta esto, seguimos hablando de los tipos de desplazamientos que existen en los procesos de impresión 3D FDM.
Tipos de desplazamientos en la impresión 3D FDM
En cuanto a los tipos de desplazamientos, os contamos los 3 tipos esenciales a tener en cuenta. Estos tendrán que ser ajustados y configurados según las condiciones del diseño y el resultado que queramos conseguir con nuestra pieza impresa en 3D.
Combing Mode
El combing mode, o modo de peinado en español, es una configuración que te permite ajustar cómo el cabezal de impresión se mueve entre las áreas impresas de la pieza. El peinado controla el movimiento de la boquilla desde el punto final de una capa hasta el punto de inicio de la siguiente para reducir la necesidad de retracciones, permitiendo que el filamento gotee en el interior de la impresión, donde es menos visible. Por supuesto, existen situaciones en las que no es posible mover la impresión al punto de inicio de la siguiente capa, por lo que se necesitará alguna retracción, y activando este modo el slicer elegirá automáticamente no retraer cuando sea posible. En esta configuración nos centramos en solucionar y prever posibles problemas en el interior de la pieza y si surge algún problema en el exterior será solucionado mediante a las retracciones.
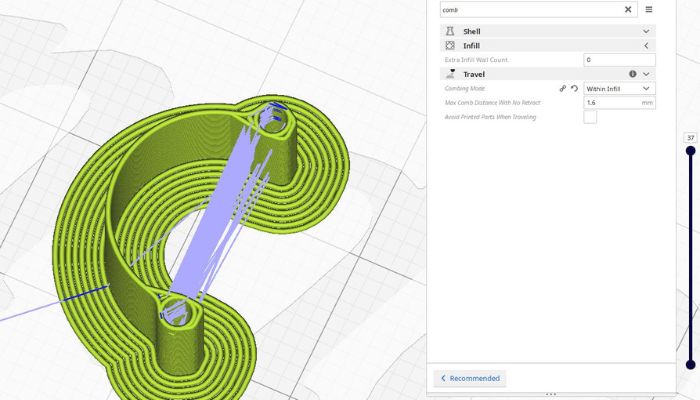
Créditos: UltiMaker
Dependiendo de la opción que elijas, puedes obtener diferentes resultados en la calidad de la impresión y en la cantidad de tiempo que tarda en imprimirse. En cada software los nombres de las opciones varían pero normalmente en el modo «Todo», el cabezal se moverá sobre la pieza para imprimir, dando como consecuencias desplazamientos más largos pero que, como ya dijimos, reducirán la necesidad de hacer retracciones. En la opción «Apagado», se evitará que el cabezal se mueva sobre las partes ya impresas del modelo tanto como sea posible. Por ejemplo encontramos también la opción “Sin forro” que se refiere a que el cabezal evitará moverse sobre las capas superiores e inferiores de la pieza siempre que sea posible y solo se moverá sobre la pieza al imprimir el relleno. O la opción “No en la superficie exterior» que garantiza que la boquilla nunca peine ninguna capa exterior para imprimir modelos que necesiten una parte superior suave y que algún encordado en las paredes sea aceptable.
Si estás usando una impresora de extrusión dual, es recomendable utilizar la opción «Sin forro» para evitar que los colores o materiales se contaminen en la primera y última capa. Si estás usando material flexible, se recomienda utilizar la opción «Todo» para reducir el número de retracciones necesarias y asegurar una buena calidad de impresión. Reducir el número de retracciones es importante para evitar que el material se rompa o se enrede durante la impresión.
Evitar piezas impresas al desplazarse
Si activas la opción de «evitar partes impresas al desplazarse», el cabezal de impresión se moverá alrededor de las piezas que ya han sido impresas en lugar de pasar sobre ellas. Esto se hace para evitar que el nozzle entre en contacto con partes que ya han sido impresas, lo que puede causar defectos superficiales o mezcla de materiales no deseados. Sin embargo, esta opción solo se puede utilizar si primero has activado la configuración de «combing mode». En general, utilizar ambas configuraciones puede ayudar a mejorar la calidad de la impresión y reducir los problemas en la superficie de la pieza. Además puede evitar posibles movimientos no deseados que puedan ocasionar posibles errores como el llamado warping, el encordado o la deformación en las piezas.
Salto en Z
El salto en Z o Z-Hop es una técnica que se utiliza junto con las retracciones durante la impresión 3D para reducir o eliminar restos de material que puedan quedar entre la pieza y el nozzle. Al activar diferentes tipos de saltos en Z, podemos obtener impresiones mucho más limpias y precisas.
Cuando se activa el salto en Z en un proceso de impresión 3D, la superficie de impresión bajará cada vez que se haga una retracción. Esto significa que cuando el cabezal de impresión se aleje de la pieza para desplazarse, la distancia entre la pieza y el nozzle se incrementará, evitando así que queden restos de material en el exterior. Hay diferentes tipos de saltos en Z que se pueden activar durante la impresión 3D. Por ejemplo, el salto en Z después de la torre de purga crea un espacio entre la torre de purga y la pieza, lo que ayuda a prevenir que queden restos de material en el exterior de la pieza. El salto en Z en el cambio de capa se realiza cuando el cabezal se desplaza para realizar la siguiente capa, lo que reduce la posibilidad de que haya desperfectos en la capa impresa y el posible encordado entre la torre y la pieza.
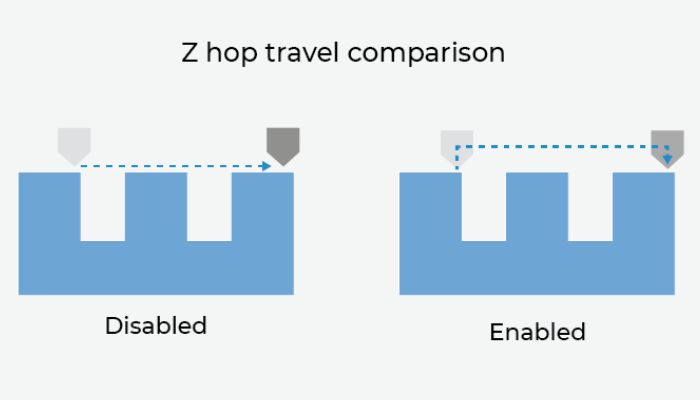
Créditos: BCN3D
¿Qué opinas sobre las retracciones y tipos de desplazamientos en la impresión 3D FDM? Deja tus comentarios en nuestras redes sociales: Facebook, LinkedIn y Youtube. Sigue toda la información sobre impresión 3D en nuestra Newsletter semanal.