¿Cómo evitar la aparición de burbujas en la impresión 3D?

La impresión 3D es uno de los procesos de fabricación más populares, especialmente para la creación de diseños y estructuras complejas gracias a su extraordinaria precisión. Por desgracia, en esta tecnología pueden encontrarse errores durante el proceso de fabricación. Anteriormente hemos hablado de la sobreextrusión, el efecto warping o el pie de elefante y hemos presentado las posibles causas y medidas para remediar estos errores. Ahora vamos a hablar de otro error de impresión 3D, las burbujas que aparecen en las piezas impresas en 3D. Se tratan de pequeñas manchas y gotas de filamento que pueden verse en la superficie de las piezas producidas con tecnología de impresión FDM/FFF. Suelen aparecer donde el extrusor ha empezado a retirar material y vuelve tras imprimir el perímetro. Con el tiempo, esta unión se hace perceptible como una mancha en la superficie de la pieza.
Hay muchas razones por las que puede aparecer estas burbujas durante la impresión 3D FDM, como por ejemplo, la retracción. Durante la retracción, una pequeña cantidad de filamento se tira hacia atrás en la boquilla para evitar problemas con el filamento a posteriori. Sin embargo, si se retrae demasiado poco o demasiado filamento, o si la retracción es demasiado lenta o frecuente, pueden producirse estas manchas. La temperatura y la velocidad de la boquilla también pueden favorecer la aparición de burbujas. Una temperatura demasiado alta aumenta la viscosidad del material y puede provocar que el filamento salga de la boquilla de forma incontrolada y en grandes cantidades. Una velocidad de impresión demasiado alta o que cambie con frecuencia también puede provocar una reducción de la calidad de la superficie. Por último, un enfriamiento insuficiente de cada una de las capas de material también puede provocar estas imperfecciones, ya que el material podría deslizarse y causar así irregularidades. Ahora que ya conocemos las causas, veamos algunas posibles soluciones a este problema.

Las burbujas y manchas se manifiestan como pequeñas gotas de filamento en la superficie de las piezas impresas en 3D (Créditos: Chris Cecil)
Calibración del extrusor
Como hemos mencionado, una extrusión inadecuada puede favorecer la aparición de manchas y burbujas. Por esta razón, primero debemos calibrar correctamente el extrusor. Esto se puede hacer con E-Step Calibration, un ajuste en el firmware de la impresora 3D que determina cuántos pasos debe dar el extrusor para extruir un milímetro de filamento. Si los E-Steps (o pasos del extrusor) están calibrados correctamente, se extruirá la longitud exacta de filamento necesaria. Si no están bien ajustados o la anchura del filamento está fuera de especificación, ajustar el caudal puede ser una forma de resolver el problema. Este ajuste controla la cantidad de filamento que se extruye y puede evitar que salga demasiado material por la boquilla, lo que puede provocar la aparición de manchas. Asegúrate también de que la boquilla de tu impresora 3D está limpia y no obstruida, ya que esto puede provocar una extrusión insuficiente y desigual, causando imperfecciones en la superficie de las piezas.
Ajuste de la retracción
El ajuste de retracción se utiliza para retirar el filamento del extremo del extrusor. Esto evita que el material salga involuntariamente debido a la presión acumulada en la boquilla. La retracción es una función útil que puede evitar el encordado en la impresión 3D. Sin embargo, un ajuste incorrecto de la velocidad, la distancia y la frecuencia de retracción puede provocar la aparición de manchas y burbujas.
La velocidad de retracción determina la rapidez con la que debe retraerse el filamento y reinsertarse posteriormente a través del extremo caliente. Si la retracción es demasiado lenta, el filamento no podrá retirarse de la boquilla a tiempo y el material saldrá, provocando manchas y gotas. Para evitarlo, aumenta la velocidad de retracción en un 25% aproximadamente. Otro ajuste de retracción que puede evitar que se produzcan burbujas es la distancia de retracción, que controla cuánto filamento debe retraerse en cada retracción. Si esta distancia es demasiado grande, habrá un espacio entre la boquilla y el filamento, lo que hará que el aire sea forzado a través de la boquilla y, posteriormente, aparecerá en forma de burbujas y manchas en la pieza. Sin embargo, si la separación es demasiado pequeña, no se retraerá suficiente filamento y el material sobrante puede salir de la boquilla, provocando burbujas. Para averiguar el ajuste óptimo de retracción, empieza aumentando la distancia de retracción lenta y gradualmente.
Por último, si sigues observando burbujas, subextrusión o huecos en las paredes laterales, prueba a disminuir gradualmente la distancia hasta encontrar el ajuste ideal y no se vean más manchas. Por último, también puede ser útil evitar las propias retracciones o, al menos, reducir su frecuencia. Para ello, activa o aumenta la distancia mínima de retracción en el slicer. La distancia mínima de retracción es la distancia más pequeña que puede recorrer la boquilla antes de que se permita una retracción. Esto reducirá la frecuencia de las retracciones y, por tanto, la aparición de gotas y burbujas en la pieza impresa en 3D.
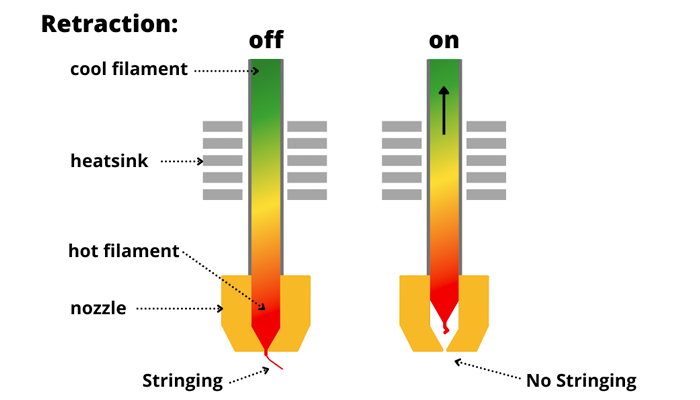
(Créditos: The 3D Printer Bee)
Reducción de la temperatura y la velocidad
Si la temperatura de impresión es demasiado alta, aumentará la viscosidad del material, lo que lo hará demasiado fluido y podría salirse sin control. Prueba a bajar primero la temperatura entre 5 y 10°C, teniendo en cuenta que la temperatura de impresión recomendada puede variar de un filamento a otro. Mientras que el ABS debe imprimirse a temperaturas más altas (de 230 a 260°C), el PETG oscila entre 210 y 250°C y para el PLA a una temperatura más baja, entre 190 y 220°C. Además, asegúrate siempre de que la velocidad de impresión no sea demasiado alta, ya que podría afectar a la calidad y precisión de tu pieza. Si la velocidad de impresión es demasiado alta, las distintas capas de material no tendrán tiempo suficiente para asentarse por completo, lo que dará lugar a superficies desiguales e irregulares. Primero reduce la velocidad entre 5 y 10 mm/s y encuentra gradualmente el valor óptimo de impresión.
Además de bajar la temperatura y la velocidad de impresión, también puedes aumentar la ventilación o refrigeración de tu impresora para contrarrestar las burbujas. Aumenta igualmente la velocidad del ventilador en el slicer en incrementos del 10% hasta que notes una reducción de las manchas.
Habilitar la navegación por inercia
Algunos slicers, como Cura, PrusaSlicer o Simplify3D, tienen una función de inercia que puede ayudar a prevenir las burbujas. Como hemos mencionado, hay presión en el extremo del extrusor que hace que el filamento fluya a través de la boquilla, incluso cuando deja de moverse. Si esto ocurre, la función de navegación (o Coasting, en inglés) puede ayudar. Este ajuste predice la presión en el hotend y detiene el flujo de material justo antes del final de una impresión para evitar derrames. Simplemente tienes que activar la función Coasting en tu software de corte.
Ahora que ya conoces las causas de las imperfecciones y algunas formas de evitar la aparición de burbujas, podrás disfrutar de superficies lisas y planas en tus piezas impresas en 3D en el futuro.
¿Alguna vez han aparecido burbujas durante el proceso de impresión 3D? Cuéntanoslo en nuestras redes sociales: Facebook, Twitter y Youtube. Sigue toda la información sobre impresión 3D en nuestra Newsletter semanal.
*Créditos foto de portada: re3D