





What Is Over-Extrusion and How Can It Be Avoided?
Additive manufacturing enables the creation of intricate and detailed structures, offering unparalleled design freedom to users. According to the latest Hubs Report for 2023, FDM printing technology, also known as fusion layering, stands out as the most popular 3D printing process due to its ease of use and user-friendly nature. However, like any printing method, errors can occur during the fusion layering process, resulting in unaesthetic or unusable prints. We have previously discussed issues such as elephant foot, stringing, and warping. Now, we would like to address another common problem that may arise during FDM printing: over-extrusion.
Over-extrusion happens when the 3D printer’s extruder deposits an excessive amount of material, often leading to bulging and swelling at the edges of printed parts. Additionally, the individual layers may have inconsistent thicknesses, resulting in uneven and unappealing surfaces. Over time, this excessive material flow can even cause nozzle clogging. In the following sections, we will examine the causes of over-extrusion and provide you with potential solutions to avoid this error in future prints.
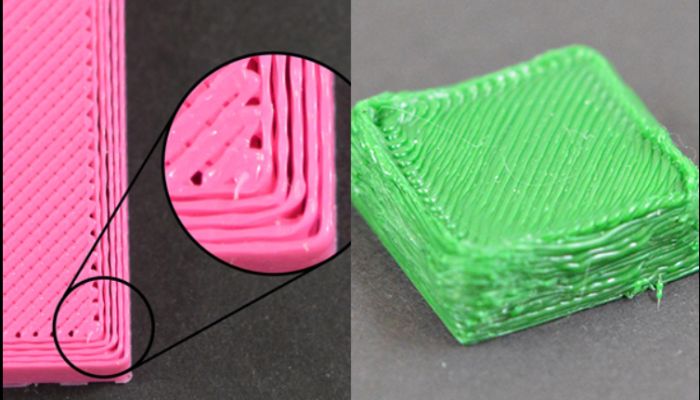
Over-extrusion manifests itself in over-swelling edges and a lack of precision and detail (photo credits: Creality)
In most cases, over-extrusion can be attributed to excessive printing temperature. When the temperature setting on the 3D printer is too high, the filament melts too quickly, and the extruder loses control over the flow rate. Consequently, higher temperature settings result in a more fluid material for extrusion. In such cases, the cooling fan fails to rapidly cool down the filament, leading to uncontrolled and excessive material flow through the nozzle. Another contributing factor to over-extrusion is the diameter of the filament used. If the filament has a smaller diameter than the nozzle, it can pass through too quickly, causing over-extrusion. Similarly, incorrect filament diameter settings in the slicer software can also lead to incorrect flow rates and over-extrusion. Additionally, improper calibration of the flow rate (known as the extrusion multiplier in slicer software) can contribute to over-extrusion.
The flow rate represents the amount of filament extruded per second and is determined based on factors such as printing speed, nozzle size, and layer height. When the flow rate is set too high, excessive filament is pushed through the nozzle, resulting in over-extrusion. Now that you understand the possible causes of this 3D printing error, let’s explore the available options to fix it and prevent its recurrence in the future.
Software
Reducing Print Temperature to Prevent Over-Extrusion
To address over-extrusion, it is recommended to start by examining the print temperature and potentially lowering it if necessary. It is important to note that the optimal printing temperature can vary depending on the type of filament being used. For example, when printing with PLA, the temperature range should typically be between 190°C and 220°C, while ABS can be printed within the range of 230°C to 260°C, and PETG generally requires temperatures between 210°C and 250°C. It is advisable to gradually reduce the printing temperature in increments of 5°C, ensuring not to lower it excessively, as this may lead to under-extrusion, resulting in insufficient material flow.
Over-Extrusion and Calibrating the Filament Diameter
Another approach is to calibrate the flow rate based on the filament’s exact diameter. Most filaments available on the market come in standard sizes of 1.75 mm, 2.85 mm, or 3 mm. It is important to ensure that you have accurately set the filament size in your print settings. While specifying the manufacturer’s specifications is usually sufficient, if issues persist, manually verifying the filament diameter can be helpful due to possible minimal deviations in the specifications. By using a digital caliper, you can measure the diameter at five different points and calculate the average value. This measured value should then be entered into the filament settings (or machine parameters) in your slicer software. It is possible that your measured diameter may differ slightly from the manufacturer’s specification. For example, a filament labeled as 2.85 mm may have a diameter of 2.84 mm, which can impact the flow rate.

Photo credit: Ultimaker Community
Adjustment of the Extrusion Multiplier (Flow Rate)
The extrusion multiplier settings control the flow rate of filament during printing. Typically, the default value for the extrusion multiplier is set at 100%. However, to address over-extrusion, you can gradually reduce this value in increments of 2.5% to 5%. It is important to test and evaluate the impact of each adjustment through test prints.
Alternatively, there is a more precise method to determine the appropriate adjustment for the extrusion multiplier. Start by measuring and marking 120mm from the top of the extruder along the filament. Then, instruct your 3D printer to extrude 100mm of filament. After the extrusion, measure the remaining filament from the top of the extruder to the marked line. If, for example, you find that 104mm of filament was extruded, you can lower the flow rate by 4%.
It’s worth noting that the recommended extrusion multiplier may vary for different materials. For instance, Simplify3D, a popular slicer software, suggests using an extrusion multiplier of 0.9 (90%) for PLA, while for ABS, it is advised to stay closer to a value of 1.0 (100%).
Hardware
Nozzle Care
It is crucial to maintain a clean and undamaged nozzle at all times. Regularly inspect the nozzle for signs of wear, particularly when working with abrasive materials such as filaments containing wood, metal, or carbon fiber particles. Over time, the nozzle may experience wear, leading to an increase in its diameter. If you notice such wear, it is important to replace the nozzle to ensure optimal printing results.

The comparison of the nozzle diameter of a worn nozzle (right) and a new one (left). (photo credit: Stack Exchange)
Now that you are aware of the causes of over-extrusion, you have gained valuable insights on how to address this issue in your 3D printed parts. By implementing a few key strategies, you can effectively counteract over-extrusion in future prints. These strategies include reducing the print temperature, calibrating the filament diameter accurately, adjusting the extrusion multiplier, and maintaining the die properly. By carefully applying these measures, you can ensure better printing outcomes and minimize the occurrence of over-extrusion.
What do you think of overextrusion? Let us know in a comment below or on our LinkedIn, Facebook, and Twitter pages! Don’t forget to sign up for our free weekly Newsletter here, the latest 3D printing news straight to your inbox! You can also find all our videos on our YouTube channel.
*All photo credits: AB3D









