





SLA vs DLP: Which Resin 3D Printing Process Should You Choose?
Since the invention of stereolithography (SLA) in 1984 by Charles Hull, multiple technologies such as FDM, SLS, and MJF, have emerged. Some are even derived from SLA like Digital Light Processing (DLP). As you probably know, each of these processes is intended for various industries and applications. Today we will focus on SLA and DLP technologies , and we will determine their characteristics in order to establish a comparison between the two processes. And while the two technologies have many things in common, there are some notable differences. How do these technologies work? What materials can be used? Who are the main manufacturers? We go over all you need to know below!
SLA and DLP technologies
While SLA and DLP printing processes have several differences, there are some similarities between the two. They both expose liquid photopolymers to a light source. As they both have a resin tank, they are intended for printing small models with precise details. The methods are compatible with flexible or hard materials, and can also print composite materials, filled with glass or ceramic for example. Note that the printed parts are relatively fragile, liable to deteriorate if they are exposed to the sun and may be subject to warping.

Liquid resin is used for both SLA and DLP.
The first 3D printing technology developed in 1984, stereolithography is now considered to be one of the most accurate 3D printing processes on the market. Unlike DLP technology, the light source used is a laser. The laser beam sweeps across the resin tank moving on the horizontal axis and solidifies the material layer by layer. Two types of machines exist today: those where the laser acts from top to bottom, with a plate which will descend with each new layer and those with a laser that acts from the bottom up, with a platform that goes up as you go. The SLA achieves smooth surfaces and a layer thickness between 0.05 and 0.01 mm, thus allowing the printing of objects with extremely thin layers.
Coming from image projection technology (dating back to the 1980s), the Digital Light Processing method uses a projector as a light source. In this way, a single projection of light impacts the entire resin tray at once. At the heart of this process is a digital micromirror device (DMD), located between the projector and the resin. It is made up of several microscopic mirrors controlled and activated individually: if they are active, they will reflect the light towards the resin and light-cure it. So they produce a kind of mask to harden the resin depending on the desired model. Some 3D printers have now replaced this DMD with an LCD screen, drastically lowering the price of the machine. We however will not be focusing on those solutions today.
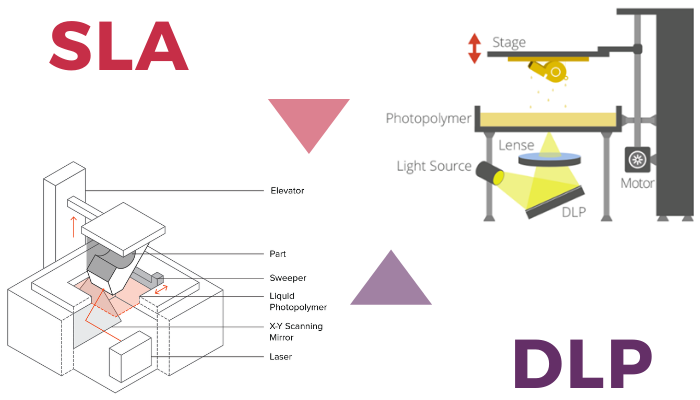
SLA and DLP printing process diagrams (photo credits: 3D Hubs / bitfab)
The DLP process is considered to be faster than stereolithography since it does not work point by point. Additionally, as a result of their projectors, DLP printers are larger. Most of the time, the resin tank on DLP machines is shallower than those used by the SLA process.
Finally, the last difference between SLA and DLP technologies is in the maintenance. DLP printers require little maintenance and are often easier to repair – the presence of the laser in SLA machines has a lot to do with this.
Print quality
Print quality is often a deciding factor in choosing between two technologies. Especially if 3D printing is to be used for the production of finished parts meaning that the level of detail, structure and surface play a very important role. In principle, it can be said that the two technologies make it possible to design precise, high-resolution models with the finest level of detail. However, it is not only the process itself that is decisive for the quality of the print, but also the choice of material. The latter often depends on the manufacturer, with most machines being closed in terms of compatibility.
When printing with the SLA process, the resin is polymerized point by point on the print bed. The longer the part, the longer the printing time required will be since the laser will have to pass through the entire bed. SLA is therefore more suitable for printing objects with a length between a few millimeters and 1.50 meters. There is, however, no loss of quality due to the length and a Z resolution of up to 25 microns can be achieved: they are both independent of the model size.

Photo credits: Formlabs
DLP technology allows for a layer thickness of up to 5 microns. However, it is important to note that DLP 3D printers can create a “stair-stepped” phenomenon on the final product due to pixel projection, which affects the final surface of the printed parts. When printing long components, quality loss may occur on the sides. The center of the plate indeed receives the greatest concentration of energy from the projector; its light is then gradually diffused on the edges.
Technical characteristics
Printing Speed
In terms of print speed, DLP technology is clearly in the lead. As DLP cures an entire layer of resin in one go, the printing process is much faster. Unlike the SLA process, in which the resin is polymerized point by point, in the DLP process only the height of the component affects the printing speed.
Print Volume
Stereolithography is not necessarily used to produce large components due to the high cost of materials compared to other processes, such as FDM . Further, the build volume is limited to the size of the tank which contains the liquid resin.
The build volume for the Formlabs 3L SLA printers is 335 x 200 x 300 mm and 1500 x 750 x 550 mm for the 3D Systems Pro X 950. For DLP printers, the build volume of the Envison TEC Xtrem 8K machine is 450 x 371 x 399 mm and 400 x 330 x 500 mm for the Carima model DM400A.

The Form 3L has a larger build volume (photo credits: Formlabs)
Post-Treatment
In all resin 3D printing processes, post-treatment of parts is mandatory. This is due to the fact that for printing very thin models, supporting structures are required and must be removed after curing. This step can be time consuming and is probably one of the main disadvantages of resin 3D printing. The differences in post-processing are mainly related to the material used, both in the SLA and DLP process. In addition to cleaning the parts of the liquid resin with isopropyl alcohol (IPA) or tripropylene glycol monomethyl ether (TPM), also count the drying, the removal of the support structures, a possible post-curing and, if necessary, sanding and painting the parts.
In principle, it can be said that post-processing in the SLA and DLP process can not only be time consuming, but also requires a certain degree of expertise on the part of the user or should be left to specialists. Post-processing in 3D printing is often a challenge for users, which is why some companies have already specialized in optimizing or automating this step.

Removing print media is a post-processing step that can take time.
Application Cases
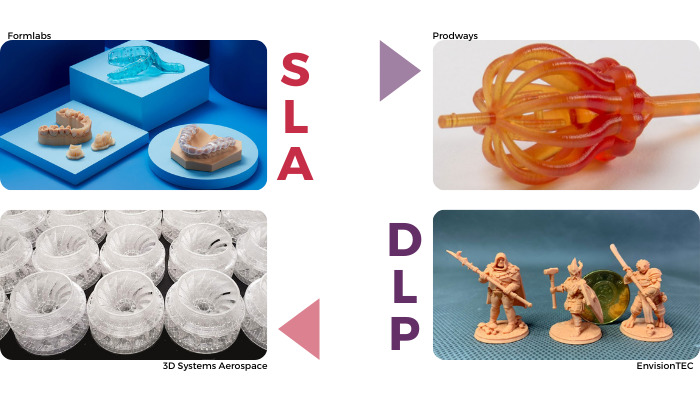
When it comes to application cases, SLA and DLP technologies are mostly used in similar industries. In particular, the jewelry and dental sectors regularly use resin 3D printing. For example, the manufacturer Formlabs offers various resins intended for medical professionals. Many companies use them to create all types of medical devices, such as surgical guides. But due to the wide variety of materials available, many other sectors also use resin 3D printing. Whether for prototyping, injection molds or even engineering, several suitable resins exist.
Regardless of whether its SLA or DLP the accuracy is remarkable.
Main Manufacturers
Currently there are a few 3D printer manufacturers who have turned to SLA technology. Obviously, one of the main manufacturers remains 3D Systems, the company founded by Charles Hull. But over time, other manufacturers have emerged. This is particularly the case with Formlabs, which has established itself as one of the leaders in SLA 3D printers. And in addition to supplying SLA machines, the American company also offers many resins and materials, such as Castable Wax 40 Resin for the dental sector. With its range of XFAB printers, the manufacturer DWS also offers machines based on stereolithography.
When it comes to DLP 3D printers, EnvisionTEC, founded in 2002, is considered a pioneer in the technology. And like B9 Creator and Asiga, several companies then seized the DLP process to develop their printers. We can also mention manufacturers who have relied on the DLP process to offer faster technology: Carbon 3D with Digital Light Synthesis (DLS) which can control the flow of oxygen or Photocentric and Daylight Polymer Printing (DPP). Finally, the French company Prodways has also patented a process similar to DLP, the MOVINGLight technology.

EnvisionTEC is considered the pioneer of the DLP process in 3D printing (photo credits: EnvisionTEC)
Price
In the majority of cases, DLP printers are less expensive than SLA. But as with all ranges of 3D printers , it is important to differentiate between desktop and industrial printers.
For entry-level SLA printers, the most accessible machine is the Form 2 from Formlabs. With a print volume of 145 x 145 x 175 cm, the Form 2 boasts a point accuracy of around 145 microns. Available from $ 2,400, the machine has been on the market since 2015. Note, however, that the American manufacturer has since developed a new range made up of the Form 3 and the Form 3L.
On average, the price of SLA 3D printers is between $ 3,000 and $ 4,000. However, if you are looking for industrial machinery, the prices go up dramatically. For example, 3D Systems’ industrial SLA solutions are marketed at prices as high as $ 500,000. Also note that machines whose laser works from top to bottom will generally be more expensive.
Much more accessible, DLP 3D printers appeal to many additive manufacturing enthusiasts. Anycubic sells several DLP machines for prices approaching $ 200, as is the case with its Photon Zero printer. Machines for professionals, including those offered by EnvisionTEC for the dental and jewelry industry, are available at around $ 15,000. But as always, depending on the manufacturer, the prices vary. The manufacturer Asiga also offers DLP 3D printers for professionals, but with prices around $1,000.
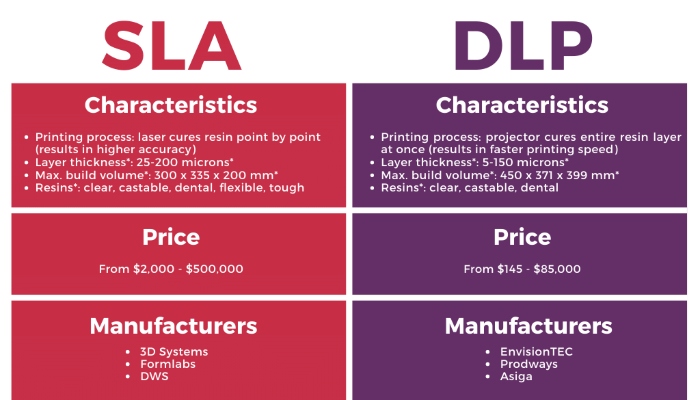
Comparison of SLA and DLP technologies (specifications refer to a desktop 3D printer)
Do you use SLA or DLP ? Let us know in a comment below or on our Facebook, Twitter and LinkedIn pages! Sign up for our free weekly Newsletter here, the latest 3D printing news straight to your inbox!









