





Selective Laser Sintering (SLS) 3D Printing Guide 2026

Selective Laser Sintering (SLS) 3D printing is a powder bed fusion process that uses a laser to fuse polymer powder into solid, functional parts layer by layer. SLS 3D printing works by spreading thin layers of material, selectively sintering each cross-section with a CO₂ laser, and repeating until the object is complete. It is widely used for durable polymer parts (commonly nylon) in aerospace, automotive, and prototyping applications due to its ability to produce complex parts without support structures or assembly.
The development of selective laser sintering or SLS technologies began in the 1980s. Dr. Carl Deckard and Dr. Joe Beaman of the University of Texas at Austin (USA) developed the foundations of powder bed fusion technologies. These technologies are capable of manufacturing with multiple materials from polymers to metals, thanks to the application of a laser. When referring specifically to SLS technologies, we are talking about plastic polymers, mainly nylon. However, this has somewhat changed in the last few years, as we will touch on.
In fact, the two doctors, Deckard and Beaman, patented Selective Laser Sintering. Also, they were involved in the creation of DTM Corporation, now part of 3D Systems (since 2001). Since then, many companies specializing in powder melting techniques have emerged, including Farsoon Technologies, specifically specialized in SLS. Finally, it should be noted that a process similar to SLS had been invented and patented back in 1979 by R.F. Housholder but was never commercialized.
How does selective sintering by laser or SLS work?
Selective laser sintering makes it possible to print functional objects without using an intermediate binder or having to go through an assembly stage. Before printing, the object is designed using CAD software (for e.g. CATIA, SolidWorks, PTC Creo). This model will then be sent to a 3D printer in a numerical format (STL file). Then, the printing is done layer by layer, from fused powders, thanks to the temperature generated by a CO2 laser.
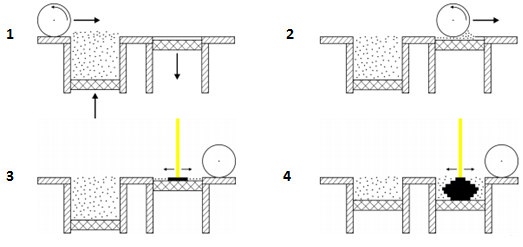
To start the process and prepare the 3D SLS printer, the powder hopper and the construction area are heated below the melting temperature of the polymer powder (1). The first layer of powder is deposited onto the construction platform (2). Then, a CO2 laser selectively sinters (i.e. fuses) the powdered polymer particles in the shape desired. The entire cross-section of the component is scanned by the laser, so that the part is solidly constructed (3). When the layer is complete, the construction platform moves downward to allow for the material surface to be re-coated. The process is repeated until the entire part is complete (4).
One key advantage of SLS is that it does not require support structures. The unfused powder surrounding each part supports it during printing, allowing SLS to produce complex geometries, interior features, undercuts, and thin walls that other 3D printing methods cannot achieve without added support material. Layer thickness in SLS typically ranges from 50 to 200 microns. As a result, SLS parts can achieve mechanical strength comparable to injection-molded parts.
After printing, the parts are completely covered by the powder. This powder container has to be cooled down before moving on to the cleaning and post-processing stages. This can take anywhere from a few hours to over a day depending on the size of the build. Subsequently, the parts are cleaned with compressed air or some other cleaning medium, and are ready for use or further processing.

Selective Laser Sintering Materials
Powder melting technologies allow objects to be manufactured from a wide range of materials, although the SLS technique refers to plastic polymers. The most common is the polyamide PA 12, commonly known as Nylon 12. Although the technology can also manufacture with Polypropylene, Alumide, Carbonmide, PEBA, PA 11 and PEEK. It is also possible to add fibers of other additives to the materials such as carbon fibers, glass or aluminum, thus improving the mechanical behavior of the parts.

Nylon is favored in SLS for its strength, durability, and resistance to UV light, heat, moisture, and solvents, making it suitable for functional, end-use parts rather than purely visual prototypes.
Most of the initial uses of this technology have been related to the development of prototypes, but as the materials become more resistant and the prices of 3D SLS printers become cheaper this is changing. Finally, there is talk of the development of final parts within Selective Laser Sintering.
Actors and Developments
SLS technology is used in multiple fields, from design, automotive, aerospace and engineering industries among others. Until a few years ago the main manufacturers of Selective Laser Sintering 3D printers were 3D Systems and EOS GmbH, focusing primarily on the professional industry.

Photo Credits: Paragon Rapid Technologies Limited
The latter was the only manufacturer to include SLS machines capable of printing with high-performance thermoplastics such as PEEK. As of 2014, the patent for this technology was released, so multiple players have emerged within the industry, from newer entrants such as TPM3D and its growing range of compact and industrial SLS systems, to bigger brands such as Formlabs expanding their SLS lineup with the Fuse 1+ 30W and the large-format Fuse X1. This should democratize these technologies and bring them closer to companies in the sector.
Frequently Asked Questions about Selective Laser Sintering (SLS)
Selective Laser Sintering (SLS) is a powder bed fusion 3D printing process that uses a CO2 laser to fuse polymer powder into solid, functional parts, layer by layer. Developed in the 1980s by Dr. Carl Deckard and Dr. Joe Beaman at the University of Texas at Austin, SLS does not require an intermediate binder or a separate assembly stage.
The powder hopper and construction area are heated below the polymer’s melting point, then a thin layer of powder is spread onto the build platform. A CO2 laser selectively sinters the powder across the full cross-section of the part. The platform lowers by roughly 50 to 200 microns, a new layer is recoated, and the process repeats until the object is complete.
No. The unfused powder surrounding each part supports it during printing, eliminating the need for dedicated support structures. This allows SLS to produce complex geometries, interior features, undercuts, and thin walls that other 3D printing methods cannot achieve without added support material.
SLS primarily uses polyamide PA 12, commonly known as Nylon 12, favored for its strength, durability, and resistance to UV light, heat, moisture, and solvents. Other compatible materials include Polypropylene, Alumide, Carbonmide, PEBA, PA 11, and PEEK. Carbon fiber, glass, or aluminum additives can also be blended in to improve mechanical properties.
After printing, parts remain fully embedded in powder and the build chamber must cool before handling, which can take anywhere from a few hours to over a day depending on the size of the build. Parts are then cleaned with compressed air or another cleaning method before use or further post-processing.
SLS is used across design, automotive, aerospace, and engineering industries. It was historically associated with prototyping, but improved material performance and lower printer costs have expanded its use toward end-use, final parts.
3D Systems and EOS GmbH were historically the primary manufacturers of SLS printers, focused mainly on professional and industrial users. Since the core patent expired in 2014, new players have entered the market, including newer entrants such as TPM3D and its growing range of compact and industrial systems, alongside established brands like Formlabs, which has expanded its SLS lineup with the Fuse 1+ 30W and the large-format Fuse X1.
Did you find this guide interesting? Let us know in a comment below or on our LinkedIn and Facebook pages! Don’t forget to sign up for our free weekly Newsletter here, the latest 3D printing news straight to your inbox! You can also find all our videos on our YouTube channel.
Cover Photo Credits: EOS










Thanks for your information. It’s so useful
2025 thx,