





Wie können 3D-Druck Fehler vermieden werden?
Der 3D-Druck kann vielseitig eingesetzt werden und Möglichkeiten eröffnen, die vorher nicht umsetzbar waren, vor allem hinsichtlich des Designs. Die Möglichkeiten können jedoch nur voll ausgeschöpft werden, wenn der 3D-Druck so gelingt, wie man es sich vorgestellt hat. Leider ist das nicht immer der Fall, so dass selbst einfache Modelle manchmal einfach nicht gelingen wollen. Da der Grund für das Misslingen nicht immer direkt ersichtlich ist, haben wir Ihnen mögliche 3D-Druck Fehler beim Benutzen der filament-gestützten FDM-Technologie aufgelistet mit Lösungsvorschlägen, so dass Ihr nächster Druck mit Sicherheit gelingt.
1. 3D-Druck Fehler: Mangelhafte Haftung an der Bauplattform
Da die unteren Schichten das Fundament für das ganze Modell darstellen, ist es unbedingt notwendig, dass diese an der Bauplattform haften. Wenn ein 3D-Druck Fehler vorliegt, sprich sie es nicht tun, werden die oberen Schichten und damit das ganze Modell mit hoher Wahrscheinlichkeit nicht optimal gelingen. Bevor wir zu möglichen Lösungsansätzen kommen ist es wichtig, dass sowohl die Druckplattform, als auch die Düse vor dem Druck gereinigt worden sind, da Materialreste den Druck und damit die Haftung beeinflussen können.
Des Weiteren ist zu notieren, dass die Oberfläche der Bauplattform von entscheidender Bedeutung ist, da unterschiedliche Materialien unterschiedlich gut auf anderen Druckoberflächen haften. So eignet sich beispielsweise beim Druck von PLA eine Build-Tak Oberfläche besonders gut. Wenn keine Möglichkeit besteht, eine Bauplattform aus unterschiedlichem Material zu verwenden, können Kleber nachhelfen. Auch hier ist zu beachten, dass sich unterschiedliche Kleber für unterschiedliche Materialien am Besten eignen.
Zudem ist besonders bei der ersten Schicht die Fertigungsgeschwindigkeit von großer Bedeutung. Eine Lösung könnte daher sein, diese zu verringern, um dem Material ausreichend Zeit zu geben sich mit der Oberfläche der Bauplattform zu verbinden.
Ein Phänomen, dass durch die mangelhafte Haftung des Modells an der Bauplattform entsteht, ist das sogenannteWarping, oder auch Verzehren auftreten. Warping bedeutet, dass sich die unteren Ecken des gedruckten Modells nach oben wölben, teilweise so stark, dass sich das gesamte Modell vom Druckbett löst. Besonders häufig tritt es auf beim Druck von großen oder besonders langen Teilen mit Materialien wie ABS, Nylon, Peek oder ähnlichen. Das liegt daran, dass sich Kunststoffteile nach dem Druck beim Abkühlen oft noch zusammen ziehen. Als Beispiel der Druck mit ABS: Wenn man ABS bei 230°C druckt und es dann auf Raumtemperatur abkühlen lässt, zieht es sich um fast 1,5% zusammen.
Beim Auftreten dieses Phänomens kann auch die Verwendung eines beheizten Druckbetts hilfreich sein. Durch dieses kann man das Filament auf Glasübergangstemperatur halten. Das bedeutet, dass man es gerade so warm hält, dass es nicht fest wird. So liegen die ersten Schichten des 3D-gedruckten Modells glatt am Druckbett an und das Zusammenziehen wird reduziert. Die optimale Temperatur des Druckbetts ist auf der Verpackung des Filaments zu finden.
Da mit dem beheiztem Druckbett die unteren Schichten warm gehalten werden, die oberen Schichten jedoch weniger. Die Verwendung eines beheizten Gehäuses kann helfen auch die oberen Schichten des Modells warmzuhalten. Manche Drucker haben ein solches Gehäuses bereits integriert, dann ist es wichtig darauf zu achten die Türen geschlossen zu halten, damit die Wärme nicht entweicht.
Eine letzte Lösung könnte eine veränderte Einstellung des Lüfters sein. Entweder man schaltet den Kühlerlüfter erst nach dem Druck der ersten Schichten an, verringert die Stärke oder man deaktiviert diesen ganz. Dadurch kühlen die gedruckten Schichten langsamer ab und ziehen sich nicht so leicht zusammen.
Falls der Fall eintreten sollte, dass das Modell zu gut am Druckbett haftet und man Schwierigkeiten hat es zu entfernen können folgende Schritte helfen. Da es unbedingt notwendig ist, dass das Modell vollständig abgekühlt ist, kann man das Modell mit dem Druckbett auch ins Gefrierschrank legen. Wenn es die Haftung dann immer noch nicht verliert, dann kann man versuchen es mit einem Spachtel zu lösen. Dies muss allerdings mit größter Vorsicht passieren, da man sonst das Modell beschädigt oder das Druckbett zerkratzt.

Bildnachweis: einfach3ddruck
Eine weitere Lösung ist ein warmes Wasserbad. In dieses legt man das Modell einschließlich der Glasplatte. Die Glastübergangstemperatur sollte dabei nicht überschritten werden, da das Modell sich sonst verformen kann. Außerdem kann man seine Haftungseinstellungen in der Software ändern. Wenn man die zusätzlichen Haftungseinstellungen, wie Brim oder Raft abwählt. Damit sollte das Lösen des Modells vom Druckbett noch einfacher sein.
2. 3D-Druck Fehler: Elefantenfüße
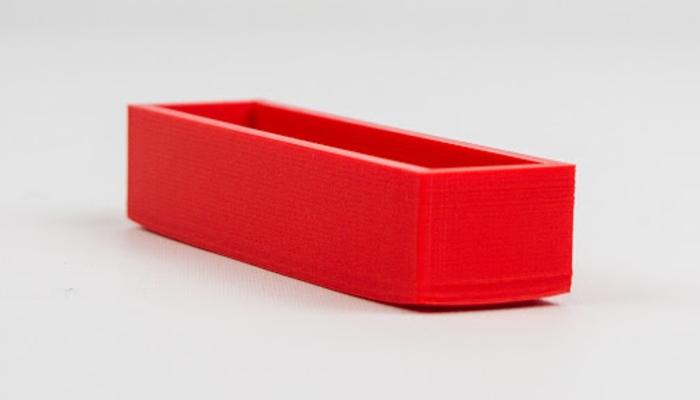
Der zweite 3D-Druck Fehler sind die sogenannten Elefantenfüße. Von diesen spricht man dann, wenn sich die unteren Schichten nach außen wölben. Elefantenfüße treten auf, wenn die unteren Schichten nicht ausreichend abgekühlt sind, aber das Gewicht des restlichen Modells auf diese einwirken und sie so nach Außen drücken.
Der erste Lösungsansatz kann die Anpassung des Druckbetts sein. Zunächst sollte sichergestellt werden, dass dieses eben ist, da es sonst zu unterschiedlichen Abständen zwischen Druckbett und Düse kommt. Wenn das Druckbett eben ist, kann es helfen, den Abstand zwischen Druckbett und Düse zu erhöhen, da eine derartige Wölbung entstehen kann, wenn die Düse zu nah am Druckbett ist.

Eine weitere Möglichkeit zur Beseitigung des Fehlers könnte die Temperaturminimierung des Druckbetts sein. Hierbei ist es wichtig die unteren Schichten ausreichend zu kühlen, jedoch nicht zu schnell, da sonst das oben genannte Problem des Warpings entsteht.
Zum Schluss kann man die Raft-Funktion in der Software aktivieren. Mit dieser wird ein Gitter unter dem Modell erzeugt, wodurch der Elefantenfuß am Modell nicht sichtbar wird. Der einzige Nachteil ist, dass das Gitter nach dem Druck manuell vom Modell entfernt werden muss.
3. 3D-Druck Fehler: Unterextrusion
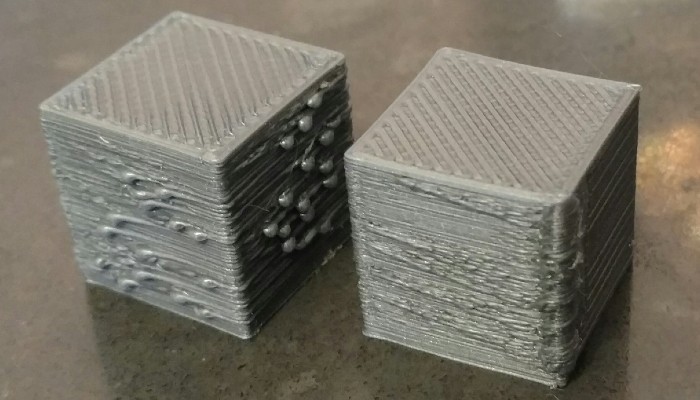
Der dritte 3D-Druck Fehler ist die Unterextrusion. Das heißt, dass nicht genug Material aus der Düse kommt. Bemerkbar macht es sich durch die Filament-leeren Lücken zwischen den Schichten, sprich die Schichten sind nicht richtig miteinander verbunden. Eine Unterextrusion entsteht dadurch, dass weniger Material aus der Düse austritt als die Software erwartet, da die 3D-Drucker bisher keine Auskunft darüber geben wie viel Material aus der Düse kommt. Daher ist es der sinnvollste Weg, um herauszufinden wie viel Material aus der Düse kommt, ein Testversuch in Form eines Drucks eines 22mm hohen Würfels mit mind. drei Außenbahnen. Weist dieser Lücken auf, wissen Sie, dass wahrscheinlich zu wenig Material aus der Düse kommt.
Möglicherweise liegt das Problem beim Filament-Durchmesser. Wenn dieser in der Software falsch angegeben ist, kann es zu Lücken kommen. Dieses Problem lässt sich leicht lösen indem man den Filament-Durchmesser, der in der Software eingetragen ist, mit dem auf der Filament-Verpackung vergleicht und bei einer Abweichung anpasst.
Wenn die Filament-Durchmesser übereinstimmen, aber das Problem der Unterextrusion bestehen bleibt, sollte man die Menge des extrudierten Materials ändern. Das macht man mit Hilfe des Extrusionsmultiplikator. Durch eine Erhöhung des Extrusionsmultiplikator wird mehr Material extrudiert. Ratsam könnte es sein in fünf Prozentschritten zu gehen und nach jeder Erhöhung eine Testversion zu drucken, um sicherzustellen, dass nun die richtige Menge an Material extrudiert wird.
4. 3D-Druck Fehler: Überextrusion
Das Gegenstück zur Unterextrusion ist die Überextrusion. Bei diesem 3D-Druck Fehler wird, wie man sich vielleicht bereits denken kann, zu viel Material extrudiert. Das beeinflusst die Außenmaßen und Druckqualität negativ. Im Grunde genommen sind hier genau die gleichen Lösungsmöglichkeiten wie bei der Unterextrusion gegeben, nur, dass in diesem Fall der Extrusionsmultiplikator verringert werden sollte, um weniger Material zu extrudieren.
5. 3D-Druck Fehler: Lücken bzw. Löcher in der Oberschicht
Lücken bzw. Löcher in der Oberschicht nach Fertigstellung des Drucks entstehen, wenn das Filament falsch abgekühlt worden ist oder die Fertigungsparameter nicht stimmen. Letzteres liegt an dem Fakt, dass 3D-Druck Teile im Inneren meist hohl oder mit einer Waben-, Kasten-, oder Linienstruktur gefüllt sind, um Kosten und Filament zu sparen.
Während die Lösung für ein falsch abgekühltes Filament offensichtlich ist, nämlich, dass man die Temperatur anpassen muss, ist die Lösung für die Fertigungsparameter ein wenig komplexer, weshalb unsere Lösungen sich im Folgenden auf diesen 3D-Druck Fehler konzentrieren.
Als erstes sollte man überprüfen, ob man ausreichend obere Schichten hat. Ist der Innenraum hohl und man versucht eine 100% feste Schicht darauf zu drucken, wird diese wahrscheinlich in die leeren Räume fallen bzw. sinken. Um das zu verhindern, benötigt man mehrere festen Schichten am oberen Rand des Modells. Man kann sich merken, dass der feste Abschnitt am oberen Rand mind. 0,5 mm dick sein sollte. Das bedeutet bei einer Schichtdicke von 0,1mm fünf Schichten, bei 0,2 drei Schichten usw. Mit jeder zusätzlichen Schicht verbessert sich die Oberflächenqualität.
Eine weitere Lösung könnte sein, die Füllung des Innenraums zu erhöhen. Je größer die Fülldichte, desto kleiner die Abstände zwischen den einzelnen Füllwänden. Das bedeutet, dass das Material nur kleine Zwischenräume überbrücken muss. Das kann möglicherweise auch durch eine Änderung des Füllmusters erreicht werden.

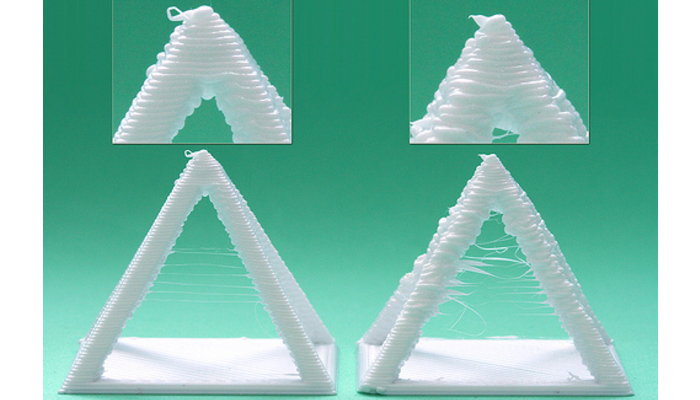
6. 3D-Druck Fehler: Fäden
Von Fäden, auch Stringing genannt, spricht dann, wenn Materialfäden auf einem 3D-Druckmodell zwischen einzelnen Abschnitten hinterlassen werden. Der Grund dafür ist meistens, dass weiterhin Material aus der Düse austritt während sie sich von einem zu fertigenden Abschnitt zum nächsten bewegt, sprich Filament aus der Düse austritt, wenn keins benötigt wird. Damit der Materialfluss über Freiflächen gestoppt wird, wird es für einen Moment zurückgezogen, um die gewünschten Punkte und Flächen frei von Material zu halten. Man spricht dann vom Rückzug oder auch Retraction. Wenn die Parameter nicht richtig abgestimmt sind, kann es sein das Material aus der Düse nachläuft und die Fäden entstehen.
Eine Lösung für dieses Problem könnten Änderungen der Rückzugseinstellungen sein. Zum einen kann man den Rückzugsabstand ändern. Mit dem Abstand des Filamentrückzugs legt man in einem Slicer fest, wie viel Material angegeben in Millimetern zurückgezogen werden soll. Je mehr Material aus der Düse herausgezogen wird, desto geringer ist die Wahrscheinlichkeit, dass die Düse während der Bewegung ausläuft.
Zum anderen kann man die Rückzugsgeschwindigkeit ändern. Diese bestimmt, wie schnell das Filament aus der Düse zurückgezogen wird. Bei zu geringer Rückzugsgeschwindigkeit wird das Filament langsamer aus der Düse entfernt, als es gleichzeitig nach unten heraustropft. Bei einer zu hohen Rückzugsgeschwindigkeit kann das Filament abreißen, oder der Feeder gräbt sich ein. Der optimale Wert für die Filamentrückzugsgeschwindigkeit varriert dennoch kann man groben Richtwert einen Wert zwischen 1200 bis 6000 mm pro Minute bzw. 20 bis 100 mm pro Sekunde einstellen.
Eine weitere Lösung könnte die Verringerung der Drucktemperatur sein. Wenn diese nämlich zu hoch ist, ist das Material flüssiger als es sein soll. Zustäztlich schafft der Lüfter es nicht mehr, das Filament richtig herunter zu kühlen und es läuft dementsprechend einfacher bzw. unkontrollierter aus der Düse.
Als letztes kann man zum einen die Fahrtwege verkürzen und/oder die Fahrgeschwindigkeit erhöhen. Beides wirkt dem Fäden ziehen entgegen. Man sollte die Geschwindigkeit allerdings moderat erhöhen, da es sonst weiteren Problemen wie z.B. verschobenen Schichten kommen kann.
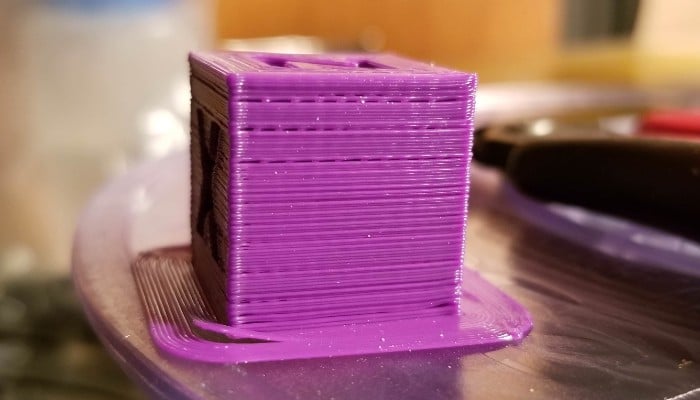
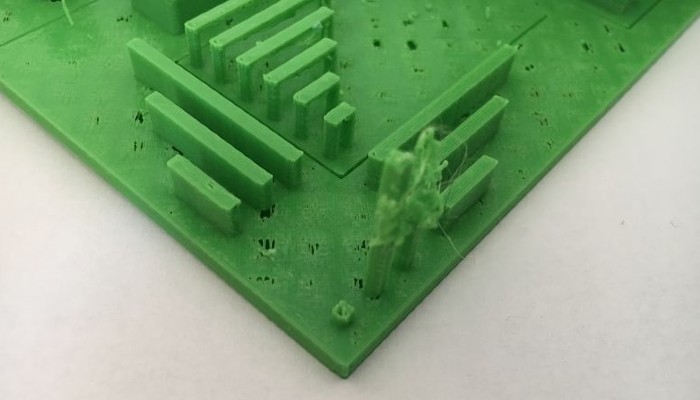
7. 3D-Druck Fehler: Schichten trennen sich
Da 3D-gedruckte Teile schichtweise entstehen, ist es wichtig, dass die einzelnen Schichten miteinander verbunden sind. Ist dies nicht der Fall können die Schichten sich aufteilen.
Eine Lösung für diesen 3D-Druck Fehler kann die Verringerung der Schichthöhe bzw. -stärke sein. Das austretende Filament entspricht ungefähr des Durchmessers der Düse des 3D-Druckers. Damit sind bereits physikalische Einschränkungen der Schichthöhe und -dicke gegeben. Ist die Schichthöhe höher als diese Einschränkung, werden die Schichten nur locker aufgelegt werden und sich somit nicht mit der vorangegangenen Schicht verbinden. Mit der Verringerung der Schichthöhe wird das vermieden.
Wenn die Schichthöhe bereits optimiert wurde, kann eine andere Lösung die Erhöhung der Drucktemperatur sein. Das ist sinnvoll, weil warmer Kunststoff sich besser verbindet als kalter. Auf der Verpackung des jeweiligen Filaments findet man die Verarbeitungstemperatur. Nur so kann eine optimale Schichthaftung gewährleistet werden.

Bildnachweis: einfach3ddruck
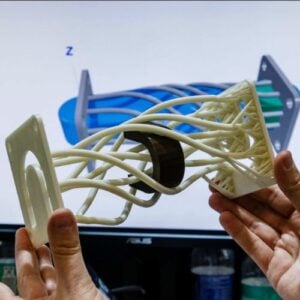
8. 3D-Druck Fehler: feine Details werden nicht gedruckt
Da der 3D-Druck gerade genutzt wird, um Möglichkeiten des Designs zu nutzen, ist gerade der 3D-Druck von filigranen Konturen und kleinen Details von Bedeutung. Wenn man allerdings versucht Bereiche zu drucken, die dünner sind als der Durchmesser der Düse, bekommt man Probleme.
Der offensichtlichste Lösungsvorschlag ist daher eine Düse mit einem geringeren Durchmesser zu benutzen, sofern das möglich ist. Zudem kann man in der Software abhängig von der Software den Modus einzelne Extrusionswände aktivieren. Damit lassen sich dünne Bereiche mit speziellen Einzenprofilen drucken. Außerdem kann die Wahl eines hochwertigen Filaments den entscheidenden Unterschied machen. Falls jedoch alles nichts helfen sollte, bleibt nur noch die Neukonzeption des Teils mit dickeren Merkmalen. Dabei können Slicer-Softwares, wie Cura, Z-Suite oder Simplify3D helfen, da sie dein 3D-Modell auf zu dünnwandige Komponenten überprüfen.
Bildnachweis: einfach3ddruck
Fazit
3D-Druck Fehler können passieren. Die Ursache zu finden scheint nicht immer einfach zu sein. Dennoch gibt es mittlerweile 3D-Softwares, die ihnen beim Entwurf ihres 3D-Modells helfen, damit sie ein vom 3D-Drucker realisierbares Modell entwickeln. Falls es dennoch zu Fehlern kommt, überprüfen Sie die von uns genannten Komponenten und lassen Sie sich nicht entmutigen. Mit ein bisschen Übung werden Sie in der Lage sein alle Komponenten aufeinander abzustimmen, so dass ihre 3D-gedruckten Teile mit Sicherheit gelingen und Sie die Vorzüge der additiven Fertigung voll ausschöpfen können..
Konnte Ihnen der Übersicht der 3D-Druck Fehler helfen? Lassen Sie uns dazu einen Kommentar da, oder teilen Sie es uns auf Facebook oder LinkedIN mit. Möchten Sie außerdem eine Zusammenfassung der wichtigsten Neuigkeiten im 3D-Druck und der additiven Fertigung direkt und bequem in Ihr Postfach erhalten? Dann registrieren Sie sich jetzt für unseren wöchentlichen Newsletter.




Ich habe vor kurzem einen 3D-Druck-Service genutzt, um ein maßgeschneidertes Schachspiel zu erstellen. Dank ihrer Expertise und hochwertigen Fertigungsparameter gab es keine Lücken oder Löcher in der Oberschicht meiner Schachfiguren. Es war eine beeindruckende Erfahrung, die die Möglichkeiten des 3D-Drucks wirklich zur Geltung brachte.
Hallo Thomas Reiniger, vielen lieben Dank für das positive Feedback! Es freut uns, dass Sie Ihr 3D-Druck-Projekt erfolgreich durchführen konnten und Sie zufrieden mit dem Ergebnis sind. Liebe Grüße, Ihr 3Dnatives-Team.
Sehr übersichtlicher und praxisnaher Artikel zu einem Thema, das viele gerade am Anfang unterschätzen.
Aspekte wie korrektes Bed-Leveling, sauberes Filamentmanagement und gut abgestimmte Slicer-Einstellungen wirken zwar banal, sind aber in der Praxis oft die Ursache für Druckfehler. Besonders hilfreich ist der Hinweis, Änderungen schrittweise vorzunehmen, statt mehrere Parameter gleichzeitig zu verändern.