Was ist Überextrusion und wie lässt sich der Druckfehler vermeiden?
Die additive Fertigung macht die Realisierung komplexer und detailreicher Strukturen möglich und bietet eine ausgezeichnete Gestaltungsfreiheit für jeden Anwender. Laut dem diesjährigen Hubs Report 2023 stellt dabei die FDM-Drucktechnologie (oder Schmelzschichtung) das beliebteste 3D-Druckverfahren dar und überzeugt besonders mit einer simplen Handhabung und hoher Benutzerfreundlichkeit. Leider kann es bei der Schmelzschichtung zu Fehlern beim Druck kommen, welche das Werkstück unästhetisch oder sogar unbrauchbar machen. So, haben wir Sie bereits über den sogenannten Elefantenfuß aufgeklärt und über weitere 3D-Druckfehler wie das Stringing und das Warping berichtet. Nun möchten wir Ihnen einen weiteren Fehler vorstellen, welcher Ihnen im FDM-Druckverfahren begegnen kann – die Überextrusion.
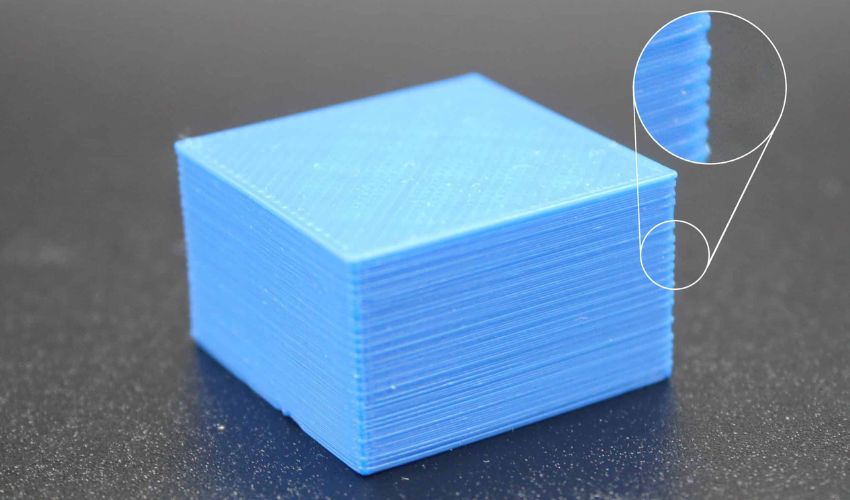
Bei der Überextrusion gibt der Extruder des 3D-Druckers zu viel Material aus als nötig und äußert sich bei Ihren 3D-gedruckten Teilen häufig an den Rändern in Form von überschüssigem und überquellendem Material. Außerdem weisen die einzelnen Schichten eine unterschiedliche Dicke auf und sorgen so für ungleichmäßige und unschöne Oberflächen. Langfristig kann Überextrusion auch zu einer verstopften Düse führen. Im Folgenden schauen wir uns die Ursachen für das Phänomen genauer an und stellen Ihnen einige Lösungen vor, um den Fehler künftig zu vermeiden.
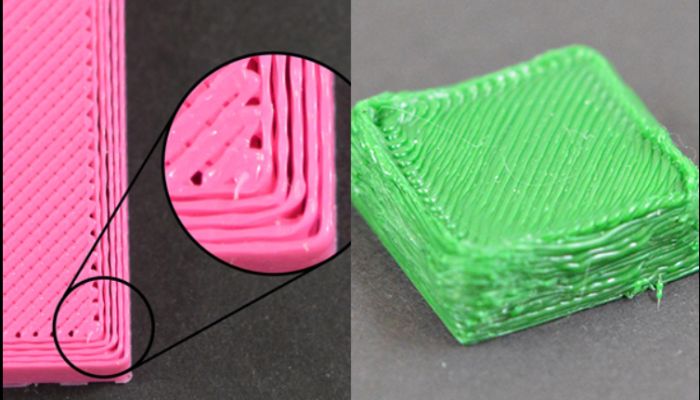
Überextrusion äußert sich an überquellendem Kanten und einem Mangel an Präzision und Details (Bild: Creality)
In den meisten Fällen kann die Überextrusion auf eine zu hohe Drucktemperatur zurückgewiesen werden. Ist die Temperatureinstellung des 3D-Druckers zu hoch, so schmilzt das Filament zu schnell und der Extruder kann die Flussrate nicht mehr steuern. Je höher die Temperatur eingestellt ist, desto flüssiger wird demnach auch das zu extrudierende Material. Der Lüfter schafft es dann nicht mehr, das Filament schnell genug herunterzukühlen, was dazu führt, dass es unkontrolliert und in größeren Mengen aus der Drüse herausfließt. Ein weiterer Faktor, der das Auftreten von Überextrusion begünstigt, ist der Filamentdurchmesser. Es kann vorkommen, dass das verwendete Filament einen kleineren Durchmesser hat als die Düse selbst und somit zu schmal ist. Das kann dazu führen, dass das Filament zu schnell durch die Düse hindurchfließt und es so zu Überextrusion kommt. Dies kann auch der Fall sein, wenn die Einstellungen für den Filamentdurchmesser im Slicer nicht korrekt sind und so zu einer fehlerhaften Durchflussrate führen. Eine falsche Kalibrierung der Durchflussrate (in der Slicer-Software als Extrusionsmultiplikator bezeichnet) kann eine weitere Ursache für das Aufkommen von Überextrusion darstellen. Die Durchflussrate gibt die extrudierende Filamentmenge pro Sekunde an und wird anhand der Druckgeschwindigkeit, Düsengröße und Schichthöhe bestimmt. Ist die Fließgeschwindigkeit zu hoch, wird zu viel Filament durch die Düse gepresst und es kommt zu Überextrusion. Nun kennen Sie mögliche Ursachen für das Auftreten des 3D-Druckfehlers. Schauen wir uns nun an, welche Möglichkeiten es gibt, um den Fehler zu beheben und künftig zu vermeiden.
Software
Reduzierung der Drucktemperatur
Zunächst kann es hilfreich sein, die Drucktemperatur zu kontrollieren und gegebenenfalls herunterzufahren. Beachten Sie, dass sich die “optimale” Drucktemperatur von Filament zu Filament unterscheiden kann. Unter Verwendung von PLA sollte die Drucktemperatur zwischen 190°C und 220°C liegen, ABS kann zwischen 230°C und 260°C gedruckt werden und PETG mit einer Temperatur von 210°C bis 250°C. Verringern Sie die Drucktemperatur am besten in Schritten von 5°C und achten Sie darauf, die Temperatur nicht zu stark zu senken, da es sonst zu Unterextrusion, also zu zu wenig Materialfluss, kommen könnte.
Kalibrierung des Filamentdurchmessers
Eine weitere Möglichkeit ist es, die Durchflussrate mit dem genauen Filamentdurchmesser zu kalibrieren. Die meisten Filamente auf dem Markt haben im Standard eine Größe von 1,75 mm, 2,85 mm oder 3 mm. Stellen Sie sicher, dass Sie in Ihren Druckeinstellungen die richtige Filamentgröße eingestellt haben. Meist ist es ausreichend, die Angabe des Herstellers anzugeben, doch treten im Anschluss noch immer Probleme auf, kann es hilfreich sein, den Filamentdurchmesser manuell zu überprüfen, da minimale Abweichungen der Angaben vorkommen können. Mithilfe eines digitalen Messschiebers können Sie den Durchmesser ermitteln, indem Sie an fünf verschiedenen Punkten messen und schließlich den Durchschnittswert berechnen. Diesen geben Sie anschließend in die Einstellungen Ihrer Slicer-Software unter Filamenteinstellungen (oder Maschinenparameter) ein. Vielleicht fällt Ihnen dabei auf, dass sich Ihr gemessener Wert von der Angabe des Herstellers unterscheidet, so kann ein 2,85 mm Filament einen Durchmesser von 2,84 mm aufweisen und so den Durchfluss beeinflussen.

Bild: Ultimaker Community
Anpassung des Extrusionsmultiplikators (Durchflussrate)
Die Einstellungen des Extrusionsmultiplikators regulieren die Durchflussrate des Filaments. Normalerweise beträgt der Standardwert des Extrusionsmultiplikators 100%, diesen können Sie allerdings in Schritten von 2,5 bis 5% verringern, um Überextrusion entgegenzuwirken. Dabei sollten Sie jegliche Wertveränderung mit einem Testdruck überprüfen. Es gibt jedoch auch eine weitere Möglichkeit, um den zu senkenden Wert genauer zu ermitteln. Messen Sie 120mm von der Oberseite des Extruders entlang Ihres Filaments ab und markieren sie diese Stelle. Anschließend stellen Sie in Ihrem 3D-Drucker ein, dass 100 mm Filament extrudiert werden und messen danach erneut das Filament von der Oberseite des Extruders bis hin zur markierten Linie. Stellen Sie fest, dass beispielsweise 104 mm extrudiert wurden, so können Sie die Durchflussrate um 4% senken. Auch kann der Extrusionsmultiplikator bei unterschiedlichen Materialien variieren. Simplify3D weist unter Verwendung dessen Slicer-Software darauf hin, bei PLA einen Extrusionsmultiplikator von 0,9 (90%) zu verwenden und sich bei ABS an einen näheren Wert zu 1,0 (100%) zu halten.
Hardware
Düsenpflege
Vergewissern Sie sich stets, dass die Düse sauber und intakt ist. Außerdem sollten Sie sie regelmäßig auf Verschleiß prüfen. Besonders wenn Sie mit abrasivem Material arbeiten, also Filament, welches Holz-, Metall- oder Carbonfaserpartikel enthält, kann es im Laufe der Zeit dazu kommen, dass die Düse Ihres Druckers verschleißt und der Düsendurchmesser dadurch größer wird. Ist das der Fall, sollten Sie die Düse ersetzen.

Der Vergleich des Düsendurchmessers einer verschlissenen Düse (rechts) und einer neuen (links). (Bild: Stack Exchange)
Nun haben Sie die Ursachen von Überextrusion kennengelernt und wissen was zu tun ist, wenn sich der Fehler das nächste Mal bei Ihren 3D-gedruckten Teilen sichtbar macht. Durch Reduzierung der Drucktemperatur, Kalibrierung des Filamentdurchmessers, Anpassung des Extrusionsmultiplikators und einer angemessenen Düsenpflege können Sie der Überextrusion künftig erfolgreich entgegenwirken.
Haben Sie schon Erfahrung mit Überextrusion gemacht? Lassen Sie uns gerne einen Kommentar da, oder teilen Sie es uns auf Facebook oder LinkedIN mit. Möchten Sie außerdem eine Zusammenfassung der wichtigsten Neuigkeiten im 3D-Druck und der additiven Fertigung direkt und bequem in Ihr Postfach erhalten? Dann registrieren Sie sich jetzt für unseren wöchentlichen Newsletter.
*Titelbildnachweis: AB3D