Was sind Retraktionen und welche Arten von Verschiebungen gibt es im FDM-3D-Druck?

Die Modellierung ist in der additiven Fertigung ein wichtiger Schritt. Sobald Sie sich für ein Design entschieden haben, müssen Sie sicherzustellen, dass alles korrekt funktioniert, indem die Druckparameter konfiguriert und angepasst werden. Diese Konfigurationen werden in dem von uns verwendeten Slicer vorgenommen. Dank ihnen können wir einige Probleme beim 3D-Druck vermeiden. Einige beliebte Slicer für die FDM-Technologie sind Cura (von UltiMaker), oder der gleichnamige Slicer von Prusa.
Bei einem 3D-Druckverfahren, das auf der FDM-Technologie (Fused Deposition Modeling) basiert, müssen die Möglichkeiten berücksichtigt werden, die wir beim Bewegen des Druckkopfes im Druckbereich haben, um Fehler zu vermeiden und das Beste aus unseren Prozessen zu erzielen. Im Folgenden werden wir Ihnen erklären, wie Sie dies mit Hilfe von Retraktionen erreichen können und welche Arten von Bewegungverschiebungen es bei dieser Technologie gibt.
Was sind Retraktionen?
Zu Beginn müssen wir zunächst über das Retraktionen sprechen. Das Zusammenziehen ist eine Bewegung in der additiven Fertigung, die in Druckbereichen eingesetzt wird, in denen sich der Drucker zwischen zwei bereits gedruckten Teilen bewegen muss. Es ist das komplette Gegenteil der Extrusion. Diese Verschiebung besteht darin, dass das Filament zurückgezogen wird, um zu verhindern, dass das Material während der Bewegungen und Verschiebungen, die der Extruder während des Prozesses unter Vakuum vornimmt, abtropft, wodurch der Druck in der Düse verringert wird. Wenn der Einzug nicht angewendet wird, kann das extrudierte Material zwischen den Teilen hängen bleiben.
Die Parameter, die den Einzug konfigurieren, sind der Rückzugsabstand selbst, der je nach Material und gewähltem Extrusionssystem variiert, insbesondere wenn es darum geht, ob Sie einen Bowdenzug oder einen Direktantrieb verwenden. Wenn wir Bowden verwenden, haben wir sauberere Bewegungen, da das Filament durch ein Rohr, das sogenannte Bowden, läuft und der Extruder am Rahmen des Druckers montiert ist. Wenn wir hingegen den Direktantrieb (Direktextrusionssystem) wählen, ist der Rückzug besser und das Ergebnis präziser, da das Filament direkt zur Düse gedrückt wird.
Bei flexiblen Materialien ist es hingegen notwendig, den Einzug zu deaktivieren, um zu vermeiden, dass die Kontrolle über den Druck aufgrund der Verzögerung der Bewegung verloren geht. Sie müssen auch die Geschwindigkeit berücksichtigen, mit der der Extrudermotor das Filament zurückziehen wird. Wenn hohe Geschwindigkeiten verwendet werden, kann das Filament beschädigt werden und für die Fortsetzung des Prozesses unbrauchbar sein. Jedoch wird die Exsudation (Flüssigkeitsaustritt) minimiert und wenn niedrige Geschwindigkeiten verwendet werden, ist die Wahrscheinlichkeit des Auslaufens größer, aber das Material bleibt sicher und die Druckzeit wird kürzer. Durch die Verwendung der Schrumpfung können wir auch das „Stringing„, das sind die dünnen Kunststoffstränge zwischen den gedruckten Teilen, vermeiden, wodurch ein besseres Ergebnis erzielt werden kann.
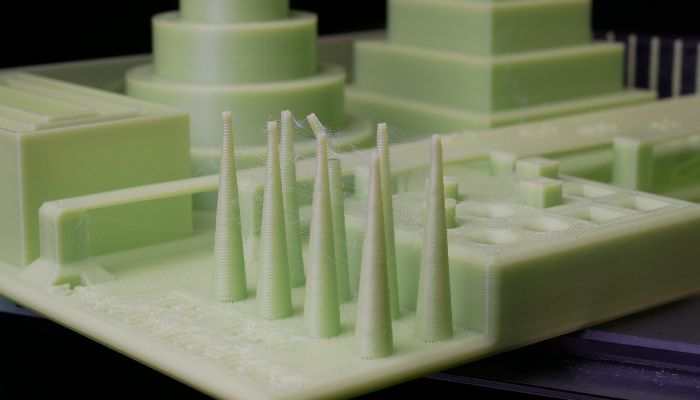
Stringing im 3D-Druck (Bild: 3Dnatives)
Zwei nützliche Einstellungen, die wir für den Zurückziehvorgang haben und die in unsere Analyse der Verschiebungsarten einfließen, sind die zusätzliche Rückzugszugstoleranz und der minimale Rückzugshub. Ersteres ist die zusätzliche Materialmenge, die nach einer Schrumpfung extrudiert wird, um das Material auszugleichen, das nach einer Verschiebungsbewegung austritt. Dies ist bei flexiblen Filamenten, die für den 3D-Druck zusätzlichen Druck erfordern, recht interessant. Der zweite Wert bestimmt die Mindestdistanz, die der Druckkopf zurücklegen muss, bevor der Einzug eingeleitet wird. Die Werte sollten nicht zu hoch sein, da man bei kurzen Distanzen Zeit gewinnt, wenn man den Rückzug nicht durchführt und es ist wichtig, dass man nicht die Kontrolle und den Halt über das zu druckende Material verliert.
Arten von Verschiebungen beim FDM-3D-Druck
Was die Arten von Verschiebungen betrifft, so werden wir Ihnen die 3 wichtigsten Arten nennen, die zu berücksichtigen sind. Diese müssen je nach den Bedingungen des Designs und dem Ergebnis, das wir mit unserem 3D-gedruckten Teil erreichen wollen, angepasst und konfiguriert werden.
Combing Mode
Der Combing Mode ist eine Einstellung, mit der Sie festlegen können, wie sich der Druckkopf zwischen den gedruckten Bereichen des Teils bewegt. Dadurch wird die Bewegung der Düse vom Endpunkt einer Schicht zum Startpunkt der nächsten gesteuert, um die Notwendigkeit von Rückzügen zu reduzieren, sodass das Filament in den Druck fließen kann, wo es weniger sichtbar ist. Natürlich gibt es Situationen, in denen es nicht möglich ist, den Druck zum Startpunkt der nächsten Schicht zu verschieben, sodass ein gewisser Rückzug erforderlich ist und durch die Aktivierung dieses Modus wird der Slicer automatisch wählen, nicht zurückzuziehen, wenn dies möglich ist. In dieser Konfiguration konzentrieren wir uns auf die Lösung und Vorhersage möglicher Probleme auf der Innenseite des Stücks und wenn ein Problem auf der Außenseite auftritt, wird es mit Hilfe der Rückzüge gelöst.
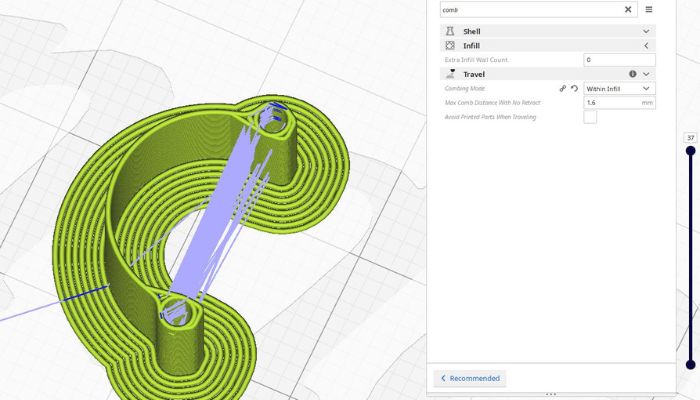
Bild: UltiMaker
Je nachdem, welche Option Sie wählen, erhalten Sie unterschiedliche Ergebnisse in Bezug auf die Druckqualität und die Druckdauer. In jeder Software variieren die Namen der Optionen, aber normalerweise bewegt sich der Kopf im Modus „Alle“ über das zu druckende Teil, was zu längeren Druckzeiten führt. Wie oben erwähnt, wird jedoch die Notwendigkeit von Rückzügen reduziert. Bei der Option „Aus“ wird die Bewegung des Kopfes über die bereits gedruckten Teile des Modells so weit wie möglich verhindert. Es gibt zum Beispiel auch die Option „Kein Liner“, was bedeutet, dass der Kopf so weit wie möglich nicht über die oberen und unteren Schichten des Teils fährt, sondern nur über das Teil, wenn er den Füller druckt. Oder die Option „Nicht auf der Außenfläche“, die sicherstellt, dass die Düse niemals die Außenschichten kämmt, um Modelle zu drucken, die eine glatte Oberseite benötigen und bei denen eine gewisse Fadenbildung an den Wänden akzeptabel ist.
Wenn Sie einen Doppelextrusionsdrucker verwenden, wird empfohlen, die Option „Kein Trägermaterial“ zu verwenden, um zu verhindern, dass Farben oder Materialien auf der ersten und letzten Schicht verunreinigt werden. Bei der Verwendung von flexiblem Material wird empfohlen, die Option „Alle“ zu verwenden, um die Anzahl der erforderlichen Rückzüge zu reduzieren und eine gute Druckqualität zu gewährleisten. Die Verringerung der Anzahl der Rückzüge ist wichtig, um zu verhindern, dass das Material während des Drucks reißt oder sich verheddert.
Vermeidung von gedruckten Teilen beim Bewegen
Wenn Sie die Option „Gedruckte Teile beim Bewegen vermeiden“ aktivieren, bewegt sich der Druckkopf um die bereits gedruckten Teile herum, anstatt sie zu überfahren. Dadurch wird verhindert, dass die Düse mit bereits gedruckten Teilen in Kontakt kommt, was zu Oberflächenfehlern oder unerwünschten Materialmischungen führen kann. Diese Option kann jedoch nur verwendet werden, wenn Sie zuvor die Einstellung „Combing Mode“ aktiviert haben. Im Allgemeinen kann die Verwendung beider Einstellungen dazu beitragen, die Druckqualität zu verbessern und Probleme auf der Oberfläche des Teils zu reduzieren. Sie kann auch mögliche unerwünschte Bewegungen verhindern, die zu möglichen Fehlern wie Verzug, Fadenbildung oder Verformung der Teile führen können.
Z-Hopping
Z-Hopping ist eine Technik, die in Verbindung mit Retraktionen während des 3D-Drucks verwendet wird, um Material, das zwischen dem Teil und der Düse verbleiben könnte, zu reduzieren oder zu entfernen. Durch die Aktivierung verschiedener Arten von Z-Hopping können wir viel sauberere und genauere Drucke erzielen.
Wenn das Z-Skipping in einem 3D-Druckverfahren aktiviert ist, wird die Druckoberfläche bei jedem Rückzug abgesenkt. Das bedeutet, dass sich der Abstand zwischen dem Teil und der Düse vergrößert, wenn sich der Druckkopf vom Teil wegbewegt, wodurch Materialrückstände an der Außenseite vermieden werden. Es gibt verschiedene Arten von Z-Sprüngen, die während des 3D-Drucks aktiviert werden können. Der Z-Sprung nach dem Spülturm beispielsweise schafft einen Abstand zwischen dem Spülturm und dem Teil, wodurch Materialrückstände an der Außenseite des Teils vermieden werden. Der Z-Sprung beim Schichtwechsel wird ausgeführt, wenn sich der Kopf zur Herstellung der nächsten Schicht bewegt, wodurch die Möglichkeit einer Beschädigung der gedruckten Schicht und möglicher Fäden zwischen dem Turm und dem Teil verringert wird.
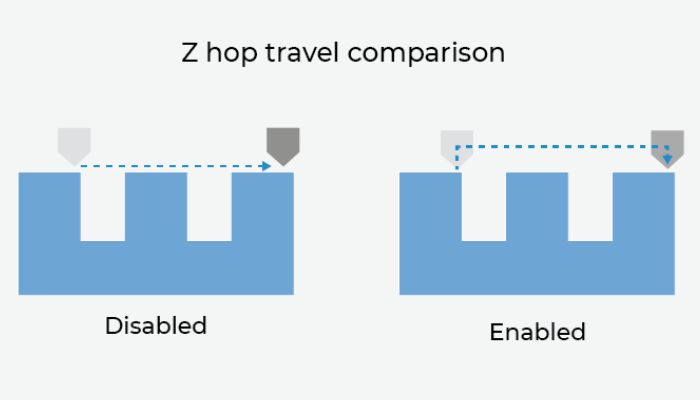
Bild: BCN3D
Hatten Sie bereits Probleme durch Retraktionen? Lassen Sie uns gerne einen Kommentar da, oder teilen Sie es uns auf Facebook oder LinkedIN mit. Möchten Sie außerdem eine Zusammenfassung der wichtigsten Neuigkeiten im 3D-Druck und der additiven Fertigung direkt und bequem in Ihr Postfach erhalten? Dann registrieren Sie sich jetzt für unseren wöchentlichen Newsletter.