Was Sie über Probleme beim Bridging im 3D-Druck wissen sollten und wie Sie diese vermeiden können

Die Nutzung eines 3D-Druckers, unabhängig ob im professionellen Gebrauch oder als Hobbyist, kann voller Überraschungen stecken. Allerdings leider nicht immer nur positive, sondern auch negative Überraschungen! Wir haben Ihnen bereits im Detail erklärt, was es mit dem Stringing, Ghosting und Warping im 3D-Druck auf sich hat und wie Sie diese Druckprobleme in den Griff bekommen können. Doch heute möchten wir auf eine weitere Herausforderung aufmerksam machen, die Ihnen im Zuge des FDM/FFF-3D-Drucks entgegen kommen kann: das Bridging. Wenn Sie das Wort Bridging sehen, dann kommt Ihnen übersetzt vermutlich gleich der Begriff „Brücke“ in den Sinn – und damit liegen Sie auch goldrichtig! Bei Bridging handelt es sich nämlich einfach ausgedrückt um folgendes Brücken-beinhaltendes Phänomen: Unter Verwendung von Kunststoff bezieht sich das Bridging auf die Extrusion dessen zwischen zwei Punkten, die sich entweder in einem leeren Raum oder einer Lücke befinden. Oftmals aber endet das Resultat dessen in einer ungewollten und nicht zielführenden Extrusion des Materials, welches nicht wie gewünscht eine gerade Linie bildet, sondern beim schlechten Bridging durchhängt und sich den Weg nach unten bahnt.
Vielleicht haben Sie schon einmal gehört, dass der FDM-3D-Druck mit einer Heißklebepistole an einem Roboterarm vergleichbar ist. Damit Sie sich das Problem der schlechten Überbrückung beim FDM-3D-Druck besser vorstellen können, stellen Sie sich vor, Sie versuchen eine Heißklebepistole zu bewegen, während Sie den Abzug drücken. Selbst wenn der erste Klebepunkt in Kontakt mit einer Oberfläche war, wird der Kleber in der Luft nach unten tropfen. In gewisser Weise ist die Überbrückung bei FDM ähnlich. Wenn man versucht, in der Luft zwischen zwei Punkten Material aufzutragen, wird das Material nach unten fallen und nicht perfekt horizontal sein. Warum diese brückenartige Struktur daher oftmals versagt und was Sie konkret dagegen tun können, wird im folgenden Artikel genauer beschrieben.
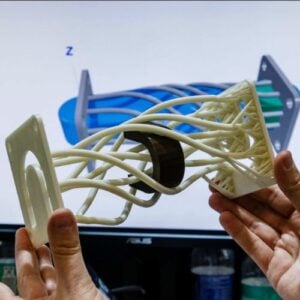
Warum Ihr Überhang oder auch Brücke im 3D-Druck nicht gelingt, kann von mehreren Faktoren abhängen (Bild: N3DTech via Prusa Forum)
Temperatur, Material und Druckgeschwindigkeit als ausschlaggebende Faktoren
Natürlich gibt es, wie bei jeder Herausforderung, der Sie im 3D-Druck begegnen werden, einige Gründe, weshalb es konkret hierbei zum schlechten Bridging kommen kann! Rufen wir uns noch einmal das bereits vorgestellte Szenario mit der Heißklebepistole ins Gedächtnis, dann können wir alleine an diesem Beispiel einige zum Problem führende Anhaltspunkte erkennen. Wir wissen, dass eine der Eigenschaften dessen die Erhitzung des Klebstoffs ist. Drücken wir diesen dann flüssigen Klebstoff aus der Pistole und möchten ihn zwischen Punkt A und Punkt B als Brücke nutzen, dann wird sich dies auf Grund der Temperatur als schwierig herausstellen. Adaptieren wir dies auf den 3D-Dreck, so kann auf der einen Seite das verwendete Filament zu stark erhitzt worden sein, auf der anderen Seite aber vielleicht auch zu wenig. Im ersten Fall werden Sie sehen, dass auf Grund der hohen Viskosität das Material anfängt stark zu tropfen. Dies führt demnach zu weitreichenden Problemen bei der Brückenbildung. Um auf unsere Metapher der Heißklebepistole zurückzukommen: Wenn wir den flüssigen Klebstoff aus der Pistole drücken und ihn als Brücke zwischen Punkt A und Punkt B verwenden wollen, wird sich dies aufgrund der geringen Viskosität des Klebstoffs wegen der Hitze als schwierig erweisen. Übertragen auf den 3D-Druck bedeutet dies, dass das verwendete Filament einerseits vielleicht zu stark, andererseits aber auch zu wenig erhitzt wurde. Im ersten Fall steigt die Viskosität des Materials mit zunehmender Temperatur, und aufgrund der Schwerkraft wird es nach unten fallen. Bezugnehmend auf die passende Temperatur in Kombination mit dem Material müssen Sie wissen, dass sich das Verhalten von Filament zu Filament unterscheidet. Greifen Sie in solchen Fällen am Besten auf jene Filamente zurück, die sich besser für den Druck von Brücken eignen. Hierbei lässt sich beispielsweise PLA als Material nennen, da es mit einer niedrigeren Temperatur gedruckt werden kann und zugleich äußerst schnell erhärtet. In diese Fall sollten Sie aber darauf achten, dass Sie stets mit offener Druckkammer drucken sollten, da sich dies auf die Viskosität ausüben kann.
Auch findet sich beim Bridging, ähnlich wie bei sämtlichen 3D-Druckfehlern, auch die Druckgeschwindigkeit als Faktor, der zu einem Fehldruck führen kann. Ist Ihre Druckgeschwindigkeit zu schnell ausgerichtet, so kann es passieren, dass Ihr Material keine Chance hat richtig extrudiert zu werden. Drucken Sie daher in einem behutsamen Tempo! Wie wir bereits angesprochen haben unterscheiden sich die Eigenschaften des jeweiligen Filaments, was uns dazu führt Ihnen als Ratschlag mitzugeben, dass Sie bezüglich der Druckgeschwindigkeit beim Bridging auf jeden Fall experimentieren sollten! Das bedeutet, dass Sie innerhalb kleiner mm/s-Schritte Ihre bisherige Druckgeschwindigkeit reduzieren sollten. Doch Achtung, denn drucken Sie zu langsam, so kann es passieren, dass Ihr 3D-gedrucktes Teil nicht fest wird, da die darunter liegende Schicht auf Grund der langsamen Fortbewegung Ihres Druckkopfes zu viel Zeit hat abzukühlen, was die Haftung zwischen den Schichten verringert. Daher: Nutzen Sie die Druckeinstellungen zur Geschwindigkeit, bis Sie den passenden Speed gefunden haben! Ziehen Sie zudem aber die für den Druck von Brücken geeignete Einstellung im Slicer Bridge Fan Speed in Betracht, denn hierbei können Sie die Geschwindigkeit exklusiv für die brückenartigen Formen Ihres Modells anpassen. Nutzen Sie einen PrusaSlicer, so finden Sie diese Einstellung folgendermaßen: Filament Settings > Cooling > Bridges Fan Speed; bei Cura unter: Print Settings > Experimental > Bridge Fan Speed. Oder falls Sie Simplify 3D verwenden, finden Sie diese Einstellung hier: FFF Settings > Cooling > Fan Overrides > Eridging fan speed override. Sprechen wir gerade über Slicer, so ist es wichtig zu erwähnen, dass Sie bei Bedarf über die Ausrichtung Ihres Modells nachdenken sollten. Mit wenigen Handgriffen können Sie das Modell so rotieren, dass es zu weniger Brücken kommt.

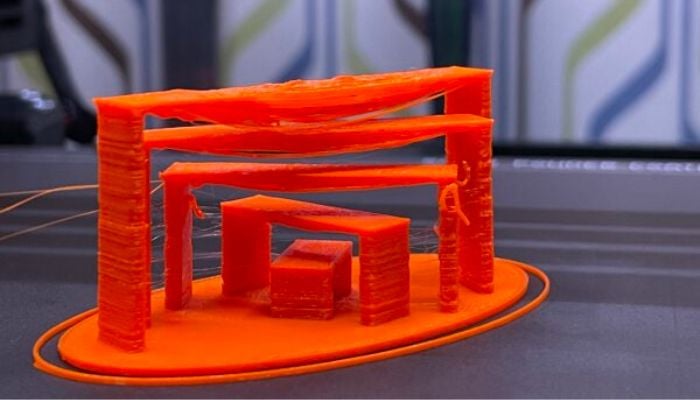
Schlechtes Bridging kann sich in mehreren Stufen äußern (Bild: UltiMaker)
Wieso sich die Lüftung des 3D-Druckers beim Bridging empfiehlt
Zwar haben wir bereits die Wichtigkeit der Temperatur des Materials angeführt und unterstrichen, dass diese nicht zu heiß sein darf, doch kommt hierbei nun auch die Lüftung Ihres 3D-Druckers damit ins Spiel! Diese sollten Sie nämlich nutzen, wenn Sie sich dem Bridging im 3D-Druck widmen. Wie wir wissen ist ein Lüfter dafür zuständig, die Temperatur innerhalb des Bauraums zu reduzieren. Nachdem das Filament auf eine bestimmte Temperatur erhitzt und anschließend aufgetragen worden ist, sollten Sie den Lüfter nutzen, um das Filament schneller abkühlen zu können. Das hat den Grund, da es dadurch schneller erhärtet und nicht mehr dazu neigt zu verformen und zu tropfen. Demnach sollten Sie darauf achten, dass Ihr Druck in unmittelbarer Distanz zur Kühlung ausgerichtet ist.
Doch sollten all diese Änderungen zu keinem sichtbaren Erfolg führen, dann gibt es selbstverständlich noch weitere Lösungswege, die Sie nutzen können. Denken wir an das FDM-3D-Drucken, dann fallen uns dazu Geometrien ein, die nicht selbsttragend sind und daher Stützstrukturen benötigen. Nutzen Sie also für solche überhängenden Komponenten innerhalb Ihres Drucks solche Stützen und stabilisieren Sie Ihre brückenartige Form, während der Extruder über diesen sich in der Luft befindenden Bereich bewegt. Wie Sie wissen kann – abhängig von Ihrem 3D-Drucker – das Stützmaterial entweder aus dem gleichen Material wie das 3D-gedruckte Objekt selbst sein oder Sie greifen auf ein extra für die Funktion der Stütze hergestelltes Material zurück, welches sich bei Kontakt mit Wasser auflöst. Widmen wir uns nun den jeweiligen Einstellungen, so lässt sich Weiters empfehlen, dass Sie mit Ihrem Infill experimentieren sollten. Hierbei sollten Sie wissen, dass beispielsweise bei einem Infill von 80 % die daraus resultierenden leeren Räume viel kleiner sind und dadurch die innere Überbrückung ebenso. Bei einem Infill von gerade einmal 5 % wären diese leeren Räume größer, was zu einer größeren Gefahr von unstabilen Brücken führen kann.
Sollten Sie trotz all dieser bereits angesprochenen Punkte noch immer mit Problemen beim Bridging mit Überhängen zu kämpfen haben, dann sollten Sie überlegen eine größere Düse zu verwenden. Das hat den Grund, dass dadurch die Auflagefläche maximiert wird, was sich besonders für die Herstellung von Brücken eignet. Denn das bedeutet, dass die im Anschluss aufgetragene Filamentschicht von einer Verschiebung profitiert, was zu einem flacheren Winkel und einer somit leichteren Herstellungen der brückenartigen Übergänge führt. Dieser Faktor des Winkels ist äußerst wichtig, denn Sie sollten sich in Klaren sein, dass FDM-3D-Drucker zwar in der Regel in der Lage sind, Winkel in einem Grad von 45 zu drucken, doch spätestens über 70 Grad – auch abhängig von Form der Überbrückung und Filament – sollten Sie überlegen, ob es sinnvoller wäre Ihr Bauteil in einzelnen Teilen zu drucken. Insgesamt sollte man aber auch bei diesem Punkt nicht davor zurückschrecken zu experimentieren.
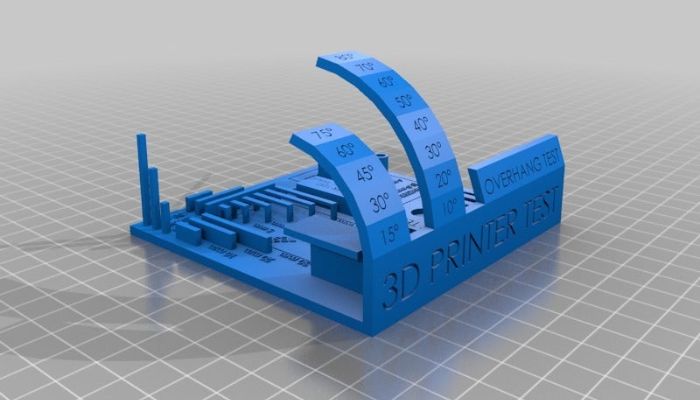
Der Winkel Ihres Überhangs kann sich beim 3D-Druck negativ auswirken (Bild: Faultydata via Cults)
Nachdem wir uns nun aber eine Reihe von unterschiedlichen Hinweisen und Vorschlägen zu einem erfolgreichen 3D-Druck mit Überhängen gewidmet haben, muss abschließend noch erwähnt werden, dass die passende Lösung auch immer im Zusammenhang mit dem jeweiligen Design des Modells, des Materials wie auch dem 3D-Drucker selbst steht.
Haben Sie schon einmal Probleme mit dem Bridging im 3D-Druck gehabt? Lassen Sie uns dazu einen Kommentar da, oder teilen Sie es uns auf Facebook oder LinkedIN mit. Möchten Sie außerdem eine Zusammenfassung der wichtigsten Neuigkeiten im 3D-Druck und der Additiven Fertigung direkt und bequem in Ihr Postfach erhalten? Dann registrieren Sie sich jetzt für unseren wöchentlichen Newsletter.