Curling beim 3D-Druck: Was ist das und wie kann man dieses Phänomen vermeiden?
Der 3D-Druck ist eine innovative Technologie, mit der Teile schneller und mit weniger Material hergestellt werden können als mit subtraktiven Fertigungsmethoden. Allerdings ist diese Fertigungslösung nicht unfehlbar. Für jedes zu durckende Produkt müssen zahlreiche Parameter berücksichtigt werden, um Druckfehler zu vermeiden. Ein häufig auftretendes Problem ist das sogenannte Curling beim 3D-Druck. Curling wird im Deutschen oft synonym für ein anderes Problem beim 3D-Druck verwendet, nämlich Warping. Doch was verbirgt sich hinter diesen beiden Begriffen, die zwar nahe beieinander liegen, sich aber dennoch unterscheiden?
Curling ist eine Verformung der oberen Schichten des 3D-Druckobjekts, die vor allem an den hochstehenden Kanten sichtbar wird und das Teil defekt machen kann. Warping ist ein ähnliches Phänomen, das jedoch die unteren Schichten des Teils betrifft und dazu führt, dass sich das Teil von der Druckplatte löst. Bei der Delaminierung trennen sich die verschiedenen bedruckten Schichten, sodass es sich im weitesten Sinne um das gleiche Grund-Phänomen handelt. Im Folgenden erläutern wir die Ursachen für diese Anomalien und die Möglichkeiten, wie man sie vermeidet.
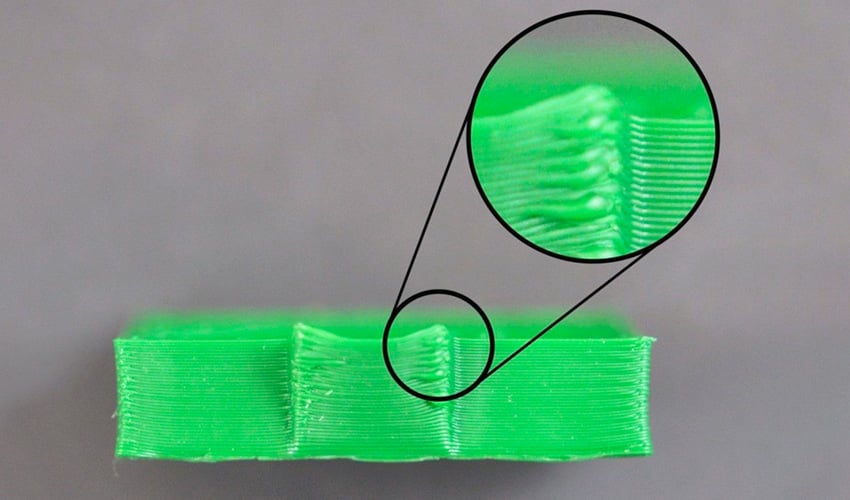
Das Curling-Phänomen zeigt sich durch eine Deformierung des gedruckten Objekts.
Wie kommt es zum Curling beim 3D-Druck?
Curling tritt aufgrund eines zu großen Temperaturunterschieds zwischen dem Material zum Zeitpunkt der Extrusion und der umgebenden Luft auf (sobald das Filament aus der Düse kommt, kühlt es schlagartig auf Raumtemperatur ab). Aus diesem Grund trifft man dieses Problem häufig beim 3D-Druck mit der FDM-Technologie an. Da bei diesem Prozess das 3D-Filament geschmolzen wird, ist die Temperatur des Filaments sehr hoch, z. B. bei PLA um 200°C, was einen starken Kontrast zur Umgebungsluft bildet. Auch bei der DED-Technologie kommt es zu Curling beim 3D-Druck, da hier das Metall auf extreme Temperaturen erhitzt werden muss, wodurch ein noch größerer Temperaturunterschied zum Raum entsteht.
Wie kann Curling beim 3D-Druck vermieden werden?
Die Temperatureinstellung ist daher der Schlüssel zur Vermeidung von Curling beim 3D-Druck. Bei der Verwendung von Kunststoff wie ABS, liegt die empfohlene Extrusionstemperatur zwischen 230°C und 260°C. Idealerweise sollten Sie Ihren 3D-Drucker also zwischen diesen beiden Temperaturen einstellen, um einerseits Schwierigkeiten bei der Extrusion und andererseits Anomalien wie Stringing (Fädenziehung), Curling, Warping oder Delaminierung zu vermeiden.

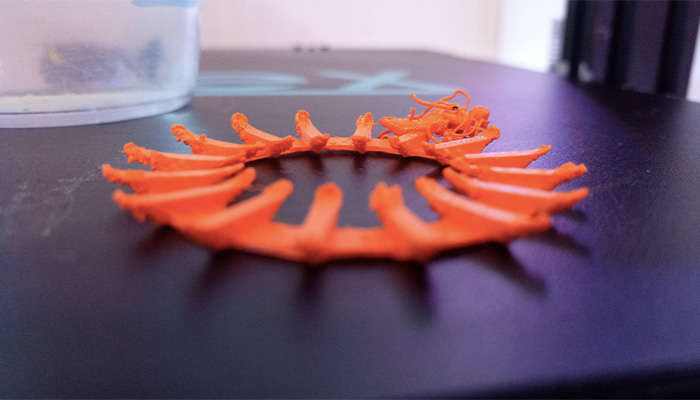
ABS kann sich leicht verformen und zu Curling führen, wenn es unter den falschen Bedingungen verwendet wird. (Bild: Sculpteo)
Wenn Sie einen 3D-Drucker mit einem geschlossenen oder sogar beheizten Gehäuse verwenden, können Sie außerdem das Curling-Phänomen reduzieren, da Sie dadurch den Temperaturunterschied zwischen dem Raum und der Umgebungsluft verringern. Ein geschlossenes Gehäuse schützt das zu druckende Teil auch vor Luftströmungen und dem damit verbundenen plötzlichen Temperaturabfall. Wenn Ihr 3D-Drucker nicht über ein geschlossenes Gehäuse verfügt, können Sie ihn in eine Druckkammer stellen.
Ein weiterer Ratschlag, um Curling beim 3D-Druck zu verhindern, ist, die Druckplatte zu beheizen. Die Schichten kühlen dadurch nicht so schnell ab und dehnen sich weniger aus. Im Fall von ABS muss die Platte auf 80°C bis 130°C erhitzt werden. Wenn diese Bedingungen nicht eingehalten werden, kann der Kunststoff um etwa 1,5% schrumpfen, je nach Größe des Teils sogar noch mehr. Im Gegensatz zu ABS liegt die Schmelztemperatur von PLA zwischen 170°C und 180°C. Es handelt sich also um eine niedrigere Temperatur, die nicht unbedingt eine beheizte Druckplatte benötigt. Daher ist PLA auch weniger mit dem Curling-Phänomen konfrontiert. PETG hingegen hat fast die gleichen Eigenschaften wie ABS und muss unter guten Bedingungen verarbeitet werden, um ein Verziehen des Teils zu vermeiden.
Darüber hinaus verfügen die meisten 3D-Drucker über Ventilatoren, um das geschmolzene Filament zu verfestigen. Dieses System ist unerlässlich. Allerdings müssen die Einstellungen korrekt sein, um auch hier einen zu großen Temperaturkontrast zur Umgebung zu vermeiden, der zu einer Verformung des Teils führen würde.
Eine weitere Maßnahme zur Vermeidung von Curling beim 3D-Druck oder einer anderen Art von Verzug besteht darin, die Höhe der Schichten zu verringern, damit sie besser aneinander haften.
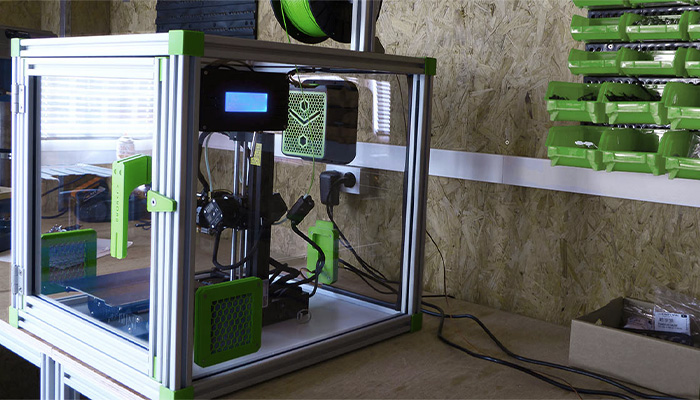
Ein Druckgehäuse kann den 3D-Drucker abdecken, um ihn vor Zugluft zu schützen. (Bild: Alveo3D)
Hatten Sie bereits Probleme mit Curling beim 3D-Druck? Lassen Sie uns gerne einen Kommentar da, oder teilen Sie es uns auf Facebook oder LinkedIN mit. Möchten Sie außerdem eine Zusammenfassung der wichtigsten Neuigkeiten im 3D-Druck und der additiven Fertigung direkt und bequem in Ihr Postfach erhalten? Dann registrieren Sie sich jetzt für unseren wöchentlichen Newsletter.
*Titelbildnachweis: Simplify3D