Blobs und Zits auf der Oberfläche Ihrer 3D-gedruckten Teile – So verhindern Sie die Kleckse

Besonders für die Konstruktion von komplexen Designs und Strukturen ist die additive Fertigung eines der beliebtesten Fertigungsverfahren und überzeugt bei der Herstellung mit außerordentlicher Präzision. Leider können beim 3D-Druck Fehler unterlaufen, so haben wir bereits über das Vorkommen von Überextrusion, Warping oder dem Elefantenfuß gesprochen und mögliche Ursachen und Maßnahmen zur Behebung dieser Fehler vorgestellt. Nun soll es sich um einen weiteren 3D-Druckfehler handeln, den sogenannten Blobs und Zits.
Blobs und Zits sind kleine Filament-Kleckse und Tropfen, die auf der Oberfläche von Teilen, hergestellt mittels der FDM/FFF-Drucktechnologie, zu sehen sind. Sie entstehen häufig dort, wo der Extruder mit dem Materialabtrag begonnen hat und nach dem Drucken des Umfangs wieder zurückkehrt. Diese Verbindungsstelle macht sich schließlich als Klecks auf Ihrem Bauteil bemerkbar. Die Gründe, weshalb dieser Makel beim Druck vorkommen kann, sind vielseitig. So kann der Rückzug eine potenzielle Ursache sein. Bei dem Rückzug wird eine geringe Menge an Filament in der Düse zurückgezogen, um so im weiteren Druckverlauf Fadenbildung zu vermeiden. Wird bei dem Rückzug allerdings zu wenig oder zu viel Filament zurückgezogen oder erfolgt der Rückzug zu langsam oder zu häufig, kann es zum Auftreten von Blobs kommen. Auch die Düsentemperatur sowie -geschwindigkeit können das Auftreten von Blobs begünstigen. Eine zu hohe Temperatur erhöht die Viskosität des Materials und kann so dazu führen, dass das Filament unkontrolliert und in größerer Menge aus der Düse hinausfließt. Auch eine zu hohe oder häufig wechselnde Druckgeschwindigkeit kann zu einer Verminderung der Oberflächenqualität führen und so Blobs und Zits verursachen. Zuletzt kann auch eine nicht ausreichende Abkühlung der einzelnen Materialschichten die Makel verursachen, da das Material verrutschen könnte und so Unebenheiten hervorruft. Nun kennen Sie die Ursachen für die Tropfen auf der Oberfläche Ihrer 3D-gedruckten Teile, kommen wir schließlich zu einigen Lösungsansätzen für dieses Problem.

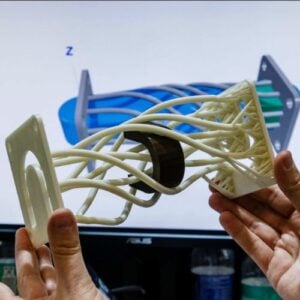
Blobs und Zits äußern sich als kleine Filament-Tropfen und Kleckse auf Ihrem 3D-gedruckten Teil (Bild: Chris Cecil)
Kalibrierung des Extruders
Wie bereits erwähnt, kann eine unangemessene Extrusion das Auftreten von Blobs begünstigen. Aus diesem Grund sollten Sie Ihren Extruder zunächst ordnungsgemäß kalibrieren. Dies kann mit der E-Step Kalibrierung erfolgen, einer Einstellung in der Firmware Ihres 3D-Druckers, welche bestimmt, wie viele Schritte der Extruder ausführen muss, um einen Millimeter an Filament zu extrudieren. Sind die E-Steps (oder Extruder-Schritte) ordnungsgemäß kalibriert, so extrudiert der Extruder exakt die Länge an Filament, die benötigt wird. Sind sie nicht richtig eingestellt oder liegt die Breite des Filaments außerhalb der Spezifikationen, so kann die Anpassung der Durchflussrate eine Möglichkeit sein, das Problem zu lösen. Überprüfen Sie dazu, ob die Durchflussrate (in Ihrer Slicer-Software Extrusionsmultiplikator genannt) korrekt eingestellt ist. Anhand dieser Einstellung steuern Sie, wie viel Filament extrudiert werden soll und können so verhindern, dass zu viel Material aus der Düse hinausläuft, was das Auftreten von Blobs verursachen kann. Beachten Sie dabei auch, dass die Düse Ihres 3D-Druckers sauber und nicht verstopft ist, da dies zu Unterextrusion und einer ungleichmäßigen Extrusion führen kann und so Unebenheiten auf der Oberfläche Ihrer 3D-gedruckten Teile begünstigen kann.
Einstellung der Retraktion
Mithilfe der Retraktionseinstellung erfolgt ein Rückzug des Filaments vom heißen Ende. Dadurch wird verhindert, dass Material, durch den aufgebauten Druck in der Düse, unbeabsichtigt hinausfließt. Die Retraktion ist eine äußerst nützliche Funktion, die Stringing, also Fadenbildung im 3D-Druck, verhindern kann. Eine falsche Einstellung der Geschwindigkeit, Entfernung und Häufigkeit des Rückzugs kann allerdings das Erscheinen von Blobs und Zits hervorrufen.
Die Retraktionsgeschwindigkeit bestimmt, wie schnell das Filament zurückgezogen werden soll und auch wie schnell das Filament anschließend wieder durch das heiße Ende eingeschoben werden soll. Erfolgt der Rückzug zu langsam, so kann das Filament nicht rechtzeitig von der Düse zurückgezogen werden und das Material fließt aus, wodurch Kleckse und Tropfen entstehen. Verhindern Sie dies, indem Sie die Geschwindigkeit des Rückzugs um etwa 25% erhöhen. Eine weitere Retraktionseinstellung, die das Auftreten von Blobs verhindern kann, ist der Retraktionsabstand, bzw. die Retraktionsentfernung. Diese Einstellung steuert, wie viel Filament bei jedem Rückzug zurückgezogen werden soll. Ist dieser Abstand zu groß, so entsteht eine Lücke zwischen der Düse und dem Filament, was dazu führt, dass Luft durch die Düse gedrückt wird und sich anschließend durch Blasen und Kleckse auf Ihrem Teil bemerkbar macht. Ist der Abstand allerdings zu gering, so wird nicht genügend Filament zurückgezogen und überschüssiges Material kann aus der Düse hinausfließen und so Kleckse verursachen. Um die optimale Retraktionseinstellung herauszufinden, beginnen Sie zunächst damit, den Retraktionsabstand langsam und schrittweise zu erhöhen. Sollten Sie schließlich noch immer Tropfen, Unterextrusion oder Lücken an den Seitenwänden bemerken, so verringern Sie den Abstand schrittweise, bis Sie die ideale Einstellung herausgefunden haben und keine Blobs mehr zu sehen sind. Zuletzt kann es auch hilfreich sein, die Rückzüge an sich zu vermeiden oder zumindest ihre Häufigkeit zu verringern. Aktivieren oder erhöhen Sie dazu den minimalen Rückzugsweg in Ihrer Slicer-Software. Der minimale Rückzugsweg ist die kleinste Entfernung, die die Düse zurücklegen kann, bevor ein Rückzug zugelassen wird. Dadurch wird die Häufigkeit der Rückzüge verringert und so auch das Auftreten von Tropfen und Klecksen auf Ihrem 3D-gedruckten Teil.
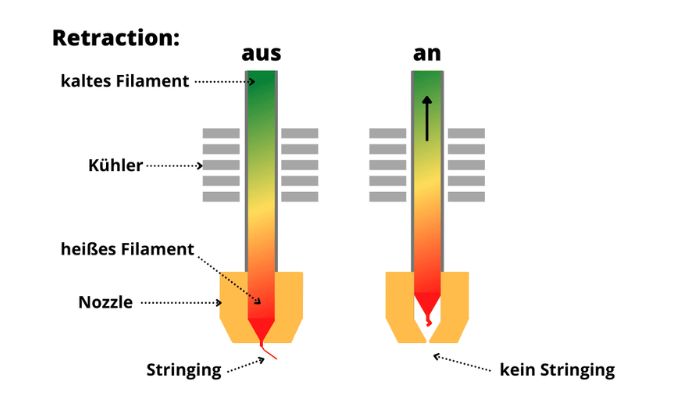
(Bild: The 3D Printer Bee)
Senkung der Temperatur und Geschwindigkeit
Ist Ihre Drucktemperatur zu hoch, wird die Viskosität des Materials erhöht, wodurch es zu flüssig wird und so unkontrolliert hinausfließen könnte. Senken Sie die Temperatur zunächst um 5-10 °C und beachten Sie stets, dass sich die empfohlene Drucktemperatur von Filament zu Filament unterscheiden kann. Während ABS bei höheren Temperaturen von 230 bis 260 °C gedruckt werden sollte, liegt die Drucktemperatur bei PETG zwischen 210 und 250 °C und bei PLA bei einer niedrigeren Temperatur zwischen 190 und 220 °C. Außerdem sollten Sie stets beachten, dass die Druckgeschwindigkeit nicht zu hoch ist, da dies die Qualität und Präzision ihres Teils beeinträchtigen könnte. Bei einer zu hohen Druckgeschwindigkeit haben die einzelnen Materialschichten nicht genügend Zeit, um sich vollständig abzusetzen und resultieren so in ungleichmäßigen und unebenen Oberflächen, unter anderem auch in sichtbaren Filament-Klecksen. Senken Sie die Geschwindigkeit zunächst um 5-10 mm/s und finden Sie so schrittweise den optimalen Wert heraus, um die unschönen Tropfen zu vermeiden.
Neben der Senkung der Drucktemperatur und -geschwindigkeit, können Sie auch die Lüftung bzw. Kühlung Ihres Druckers erhöhen, um Blobs entgegenzuwirken. Erhöhen Sie die Lüfterdrehzahl in Ihrer Slicer-Software in Schritten von 10% bis Sie eine Verringerung der Kleckse bemerken.
Coasting aktivieren
Einige Slicer-Softwares, wie beispielsweise Cura, PrusaSlicer oder Simplify3D, verfügen über eine Coasting-Funktion, die dabei helfen kann, Blobs und Zits zu vermeiden. Wie bereits erwähnt, herrscht am Hotend des Extruders Druck, der das Filament durch die Düse hinausfließen lässt, auch wenn der Extruder aufhört, sich zu bewegen. Passiert dies, kann die Coasting-Funktion Abhilfe schaffen. Diese Einstellung sagt den Druck am Hotend voraus und stoppt den Materialfluss kurz vor dem Ende eines Druckvorgangs, um so Kleckse zu vermeiden. Dafür müssen Sie die Coasting-Funktion in Ihrem Slicer lediglich aktivieren.
Nun kennen Sie die Ursachen der Makel und einige Möglichkeiten, um Blobs und Zits zu vermeiden, sodass Sie sich künftig an glatten und ebenen Oberflächen Ihrer 3D-gedruckten Teile erfreuen können.
Haben Sie bereits Erfahrungen mit Blobs und Zits auf Ihren 3D-gedruckten Objekten gemacht? Lassen Sie uns gerne einen Kommentar da, oder teilen Sie es uns auf Facebook oder LinkedIN mit. Möchten Sie außerdem eine Zusammenfassung der wichtigsten Neuigkeiten im 3D-Druck und der additiven Fertigung direkt und bequem in Ihr Postfach erhalten? Dann registrieren Sie sich jetzt für unseren wöchentlichen Newsletter.
*Titelbildnachweis: re3D